В связи с тестированием сетевых блокировок в РФ на стороне нашего хостинг-провайдера наблюдаются проблемы с сетью. Сайт может работать нестабильно. Проблема известна, ожидаем восстановления маршрутов.
Авторизация
или войдите через
Забыли пароль?Восстановить
Восстановить пароль
Помощь проекту
Укажите в комментарии свой ник, чтобы мы знали, кого благодарить
Хотелось бы попросить консультацию у граждан, которые считают, что "замедление ютуба - хуйня, вс есть на других ресурсах".
Случилось так, что в рамках технологического суверенитета я немного делаю всякие разные железки. Начиная от корпусов для электроники и заканчивая промышленным оборудованием. И вчера внезапно приобрёл очередной станок. Сверлилку. Разумеется, бэушную. Разумеется под ремонт и восстановление. Потому что покупать новую за полляма - смысла нет. Она никогда не отобьётся, ибо глубоко вспомогательное оборудование.
Так вот раньше, я когда покупал какой-то металлолом - просто заходил на ютубчик и находил там видосы, как чинить то и это. А вчера зашёл, нашёл, а посмотреть не смог. Не, ну как "не смог"... понятно, можно поставить какие-то сторонние программы и т.д., но мы же - граждане России, мы же патриоты. И законопослушные люди. Если ютуб тормозят, значит там гомогеи и рептилоиды пропаганду нацизма ведут. Окей. Но вопрос-то стоит, как у первокурсника. Есть станок типа 2н118-1. Как отремонтировать автоподачу. Подскажите пожалуйста соответствующие каналы на вк.видео, рутубе и т.д.
Сегодня покажу процесс создания одной из первых своих работ в резьбе. Это был 2021-й год, но это по прежнему одна из самых удачных, на мой взгляд, фигурок.
Итак, начнём.
Тогда я выбрал какой-то из эвкалиптов (данный конкретный вид подходит для резьбы, но совсем не подходит для новичка, но это я понял позже..)
Рисуем эскиз
Затем потихоньку начинаем убирать лишнее.
Первое время мозг прям скрипел, потому что из рисунка представить в голове объёмную фигурку было тяжело.
Когда фигурка уже вырисовывается, становится гораздо проще
Доводим до нужного состояния, вычищаем и дальше шлифовка.
Многие резчики предпочитают не шлифовать, я делаю и так, и так, потому что иногда я хочу именно гладкую поверхность, а не из-под резца.
Ну а после покрытие маслом, немного полировки и готово:)
Такой вот процесс создания я притянул за уши к теме ивента этой недели:)))
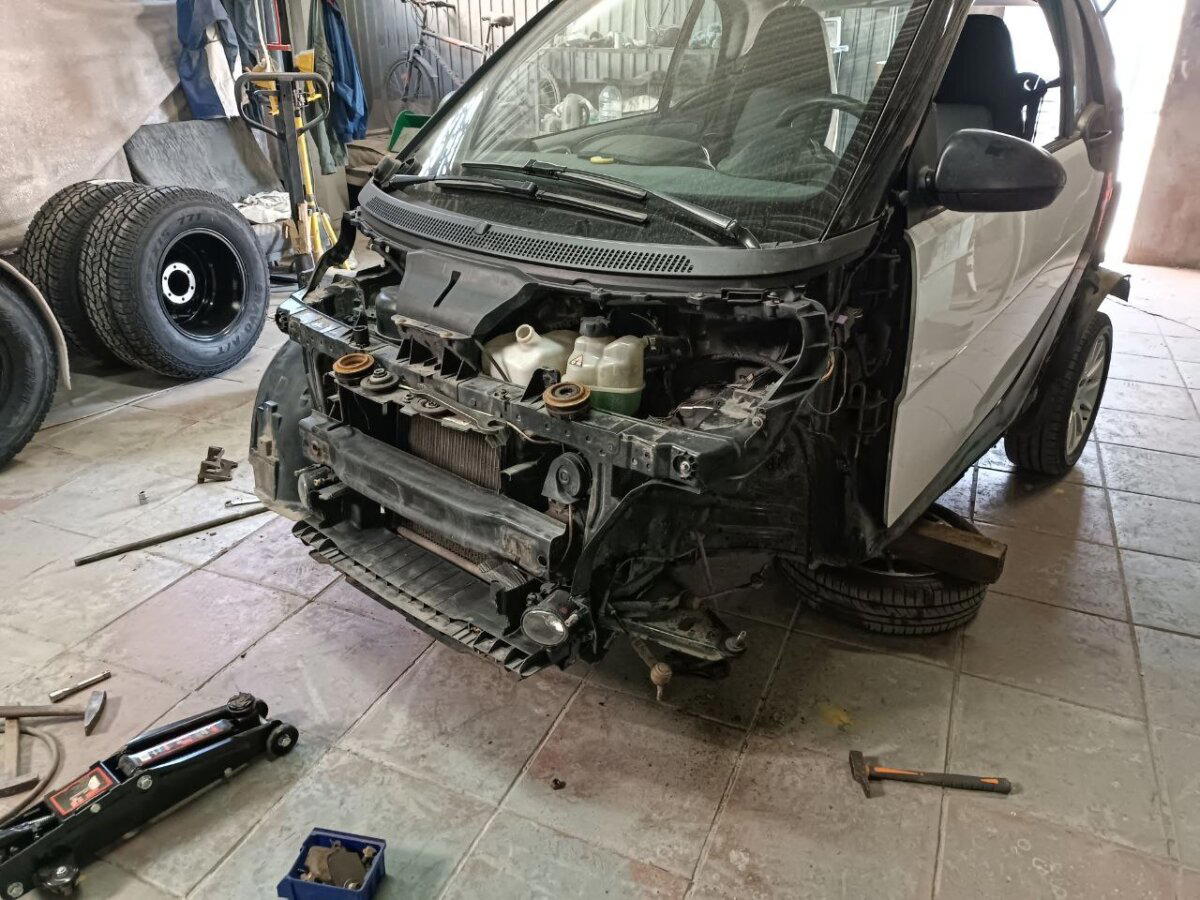
Здрасьте, уважаемые. Сегодня рассказ о небольшом неформате для моей мастерской. Ваще я крайне редко что-то делаю с машинами целиком. Но тут как бы вот. После прошлогодней установки Теслы на трёхметровые колёса ещё один блоггер изъявил желание лифтануть смарт. Не, ну нет препятствий патриотам, как говорилось в одном кино. Деньги есть? Работа будет.
Забегая вперёд, вышел вот такой корч:
Начиналось всё весьма мирно... На фотке как раз Тесла после съёмок. А на фоне - трёхметровые колёса.
Заказчик выбрал колёса...
Как бы вам сказать... 33" АТшки не влезут даже в Ниву без резки арок. А тут - Смарт. Ну ладно, чо. Я много раз попытался убедить человека, что такие колёса - это трэшак и давай чуток меньше и, главное, поуже - но нет. Хочу такие и ниибёт. Ну хочешь, значит будет. Но ездить эта шушлайка не сможет. Устраивает? Ну ок. Давай делать. :)
Раскидали малыша по полу, заодно поменяли деталюхи в подвеске, которые уже подошли к финишу. Поменяли пружины по кругу на аналогичные но ваще от других тачек. Ну условно, на морду пошли задние от Киа Рио, а на задницу - ваще не помню. Там какая-то винтажная техника была вообще.
Из здоровенного дюралевого бревна бахнул проставки, накинули это всё на передок и...
Зашибись, конечно, но увы.эти бублики поворачиваются всего на 5 градусов. Т.е. радиус разворота у него стал примерно как у поезда. Пришлось резать пол кузова, переваривать всё это хозяйство и мощнейше замазывать битумом, шоб не сразу сгнило. Ну и опять подбирать пружины, делать новые чашки, ещё всякие там штуковины... Ну да ладно. В итоге, всё норм. Угол поворота колёс стал порядка 30 градусов, что уже куда ни шло.
А дальше - подрезка крыльев. Они пластиковые, режутся прекрасно. Главное - не обосраться с разметкой. Ну и прибиваем расширители. И вид чуть более аккуратный и ваще.
Ну и в итоге, приезжают блоггеры, и уезжают на малышонке. Угадайте куда? Прально. В гОвна. :)
Ну вощем говна он вроде пережил, хотя застрял довольно быстро (кто бы мог подумать!???). А дальше они чот начали вжигать на нём по парковке, как я понял и оборвали один из приводов. Что тоже в целом не удивительно. Так и помер смартец, а кто читал - молодец.
П.С. Повторно сообщаю, что я предупреждал заказчика о том, что так делать нельзя, что это всё сломается и ваще это ёбаная ёбань, давай типа лучше из ГАЗ-69 сделаем шнекоход или из Теслы пароход с гребными колёсами. Но нет. Впрочем, кто я такой, шоб советовать? Я делаю железки, а они - шоу. Судя по всему и у меня и у них получается. :)
Смартец, к слову, помер условно - я его переобул на стоковые лапти и он уже почти год валяется у меня за мастерской, врастая в землицу-матушку.
А в профиле, есличо, телегоканал, где про железки говорят и показывают каждый день, без рекламы и политоты.
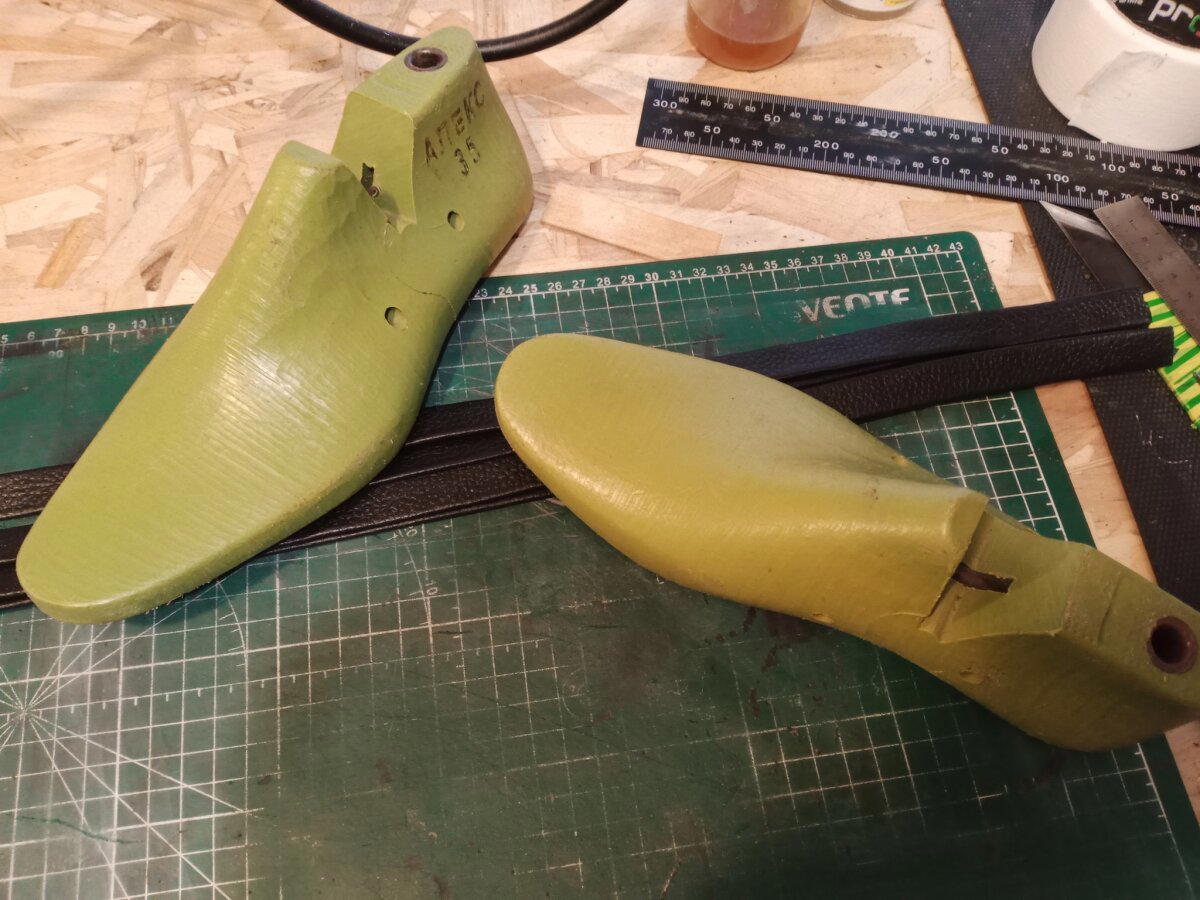
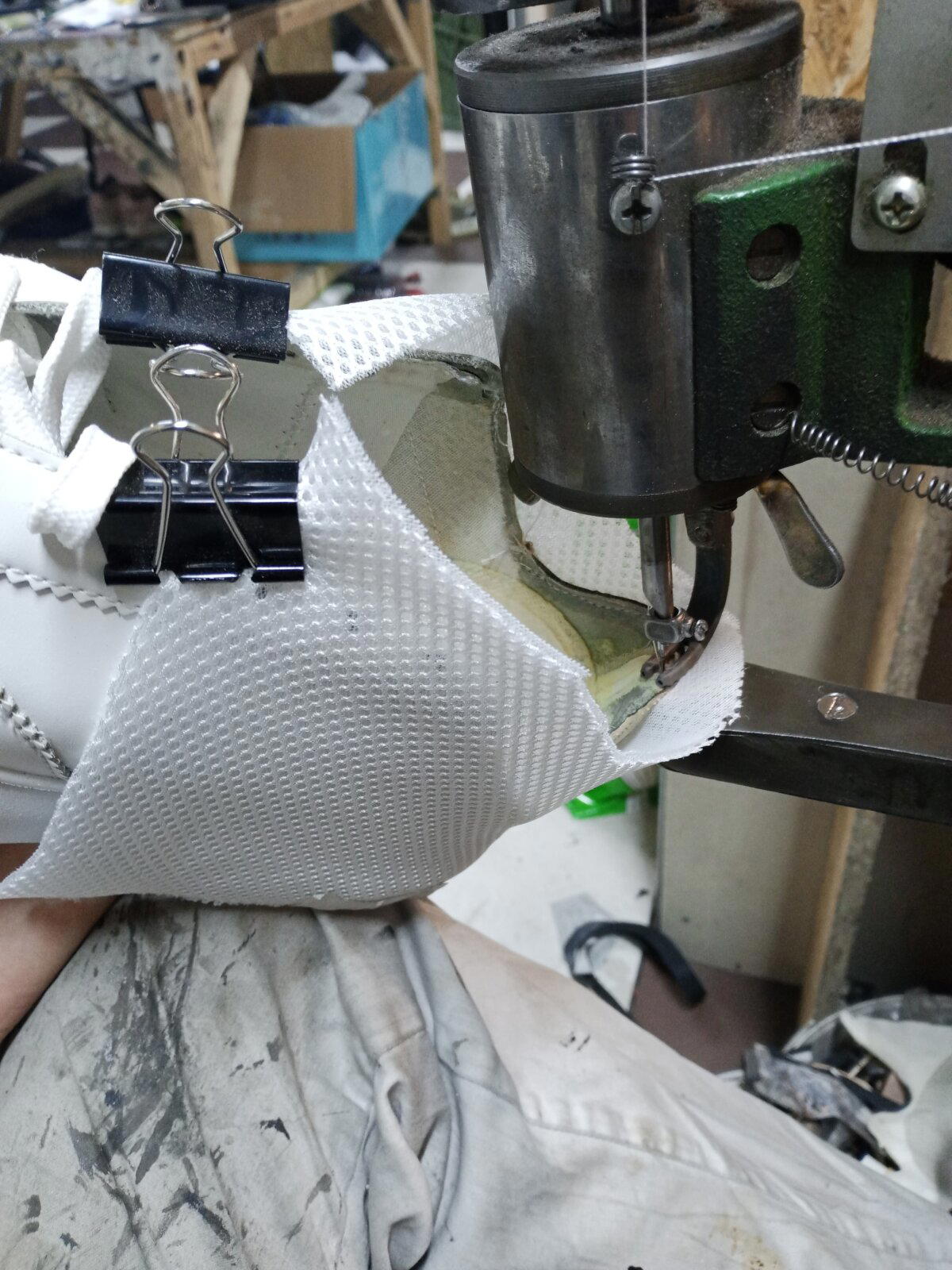
Катастрофически не хватает времени, вернулся на старую работу 4х дневка, но уже в качестве магистра, и выдали падавана, за 2 месяца надо обучить до состояния - самостоятельные потоковые операции. наращиваю возможности домашней мастерской, но всегда чего-то не хватает...
Наконец-то нашел колодки на свою компактную лапу
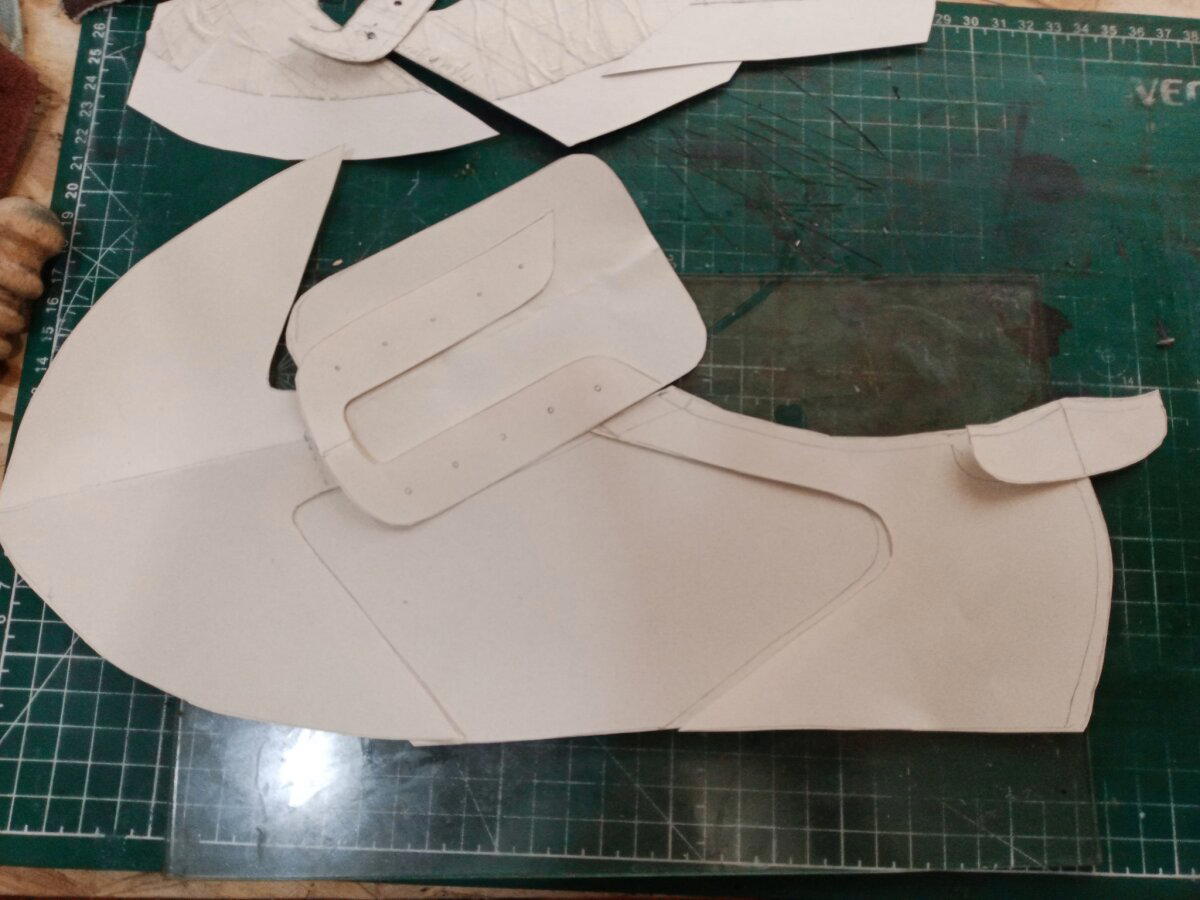
Сшил примерочный макет
Есть пара заказов на кеды, но очень большие проблемы с подошвами, и как на зло магазин с материалами в отпуске
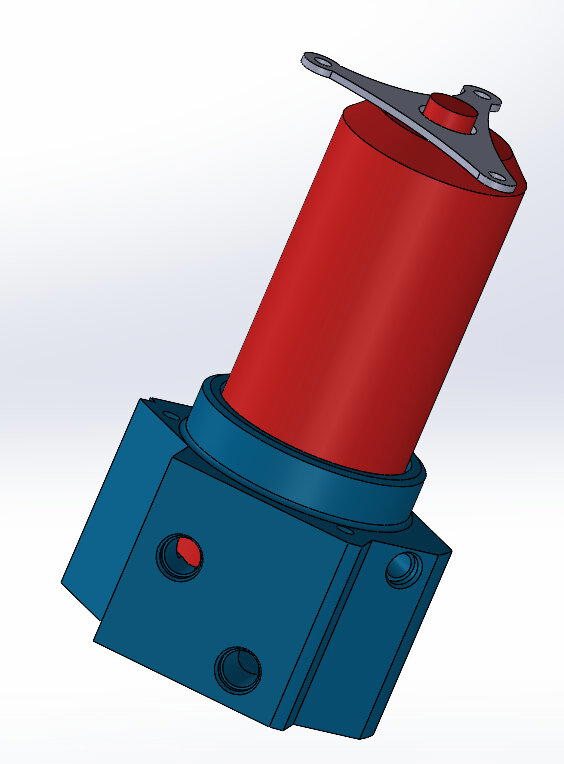
Хеллоу, геноссен. Как вы знаете, у нас тут импортозамес и техносуверенитет. Поэтому в аэропланном хозяйстве бензонасосов не осталось. А людям летать хочется. Но тут такое дело. Без своевременной подачи топлива сильно не полетишь. Поэтому люди выходят из положения кто как... кто - наркотики кушает. Кто из окна выходит. А кто-то придумывает более оголтелые способы самовыпила. Например приколхозить на импортный самолёт насос от условного кукурузника (я сам не авиатор, прошу простить). Собсна, данный опус как раз про то, как сделать штоб улетело.
Сперва пикча типа "было-стало"
С чего начинается работа? С понимания ТЗ и выполнения модели. Давайте скорее сделаем это.
Дальше десяток разрезов, общение с заказчиком, потому как я ж не авиатор и понятия не имею где что и как... Короче, составили все внутренние полости, навалили фасок, где положено, определились с резьбами и... дальше делаем картонную копию деревянного макета. Сиречь 3Д печать. Ну типа деталь дорогая. И сделать не то, а потом переделывать за свой счёт не интересно ваще.
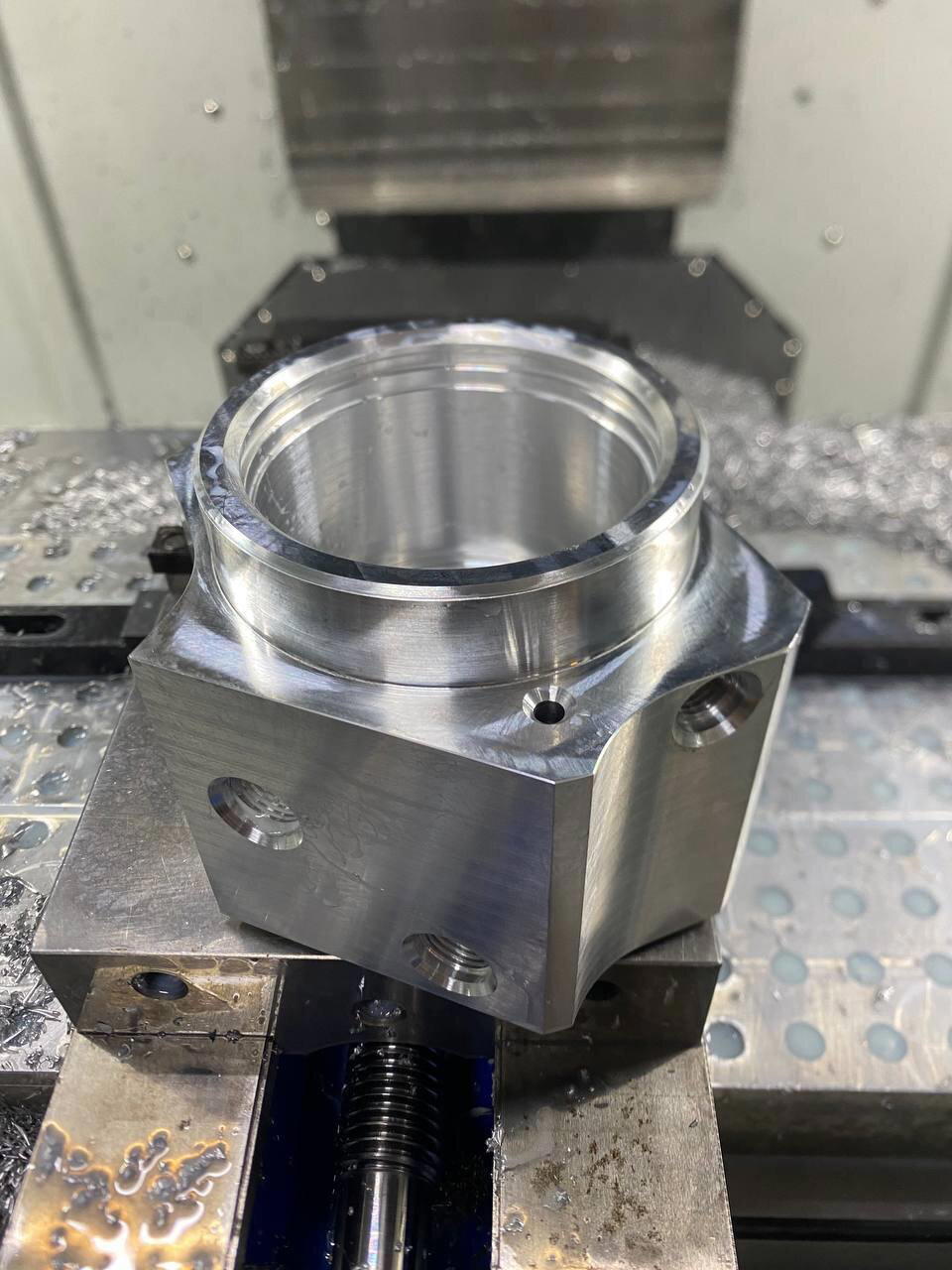
Ага. Ну вроде село как надо. Условились сколько дать на плюс под новые резиновые уплотнения, каковых там аж штуки 4, которые отсекают подачу, обратку и перелив друг от друга и от окружающей среды... И можно отправляться на чепеу-фрезер.
Эрон-дон-дон, такое. Красиво, аж глаза режет.
Опа! Деталька. Теперь много слесарки и ручной подгонки одного к другому... и вуаля:
Ага!!! Папа дома! Шикарно. Осталось бахнуть на ленточке проставочные трубки, на электроэрозии вехний прижим и отдать. А уже слесарь по аэропланам покрасил это всё в анодированный цвет, повкручивал свои трубочки...
Ну и собрал в кучку.
Для тех, кто опасается. Это частный аэроплан, перевозящий жопку владельца. На рейсе Масква-Нерюнгри его не встретите никак.
Для тех, кто адепт тезиса "работать не будет". Работать будет. Уже работает. Самолёт улетел на 5 км вверх. Это дальше чем вам в магазин идти.
Для тех, кому любопытно, что это всё ваще в целом - в профиле ссылка на телегоканал, где я мощнейше эксгибиционирую технопроном, каковой самостоятельно и пилю в своей скромной мастерской. Там, короче, есть фотки и видосы железных ништяков, а рекламы нет. Прикиньте...
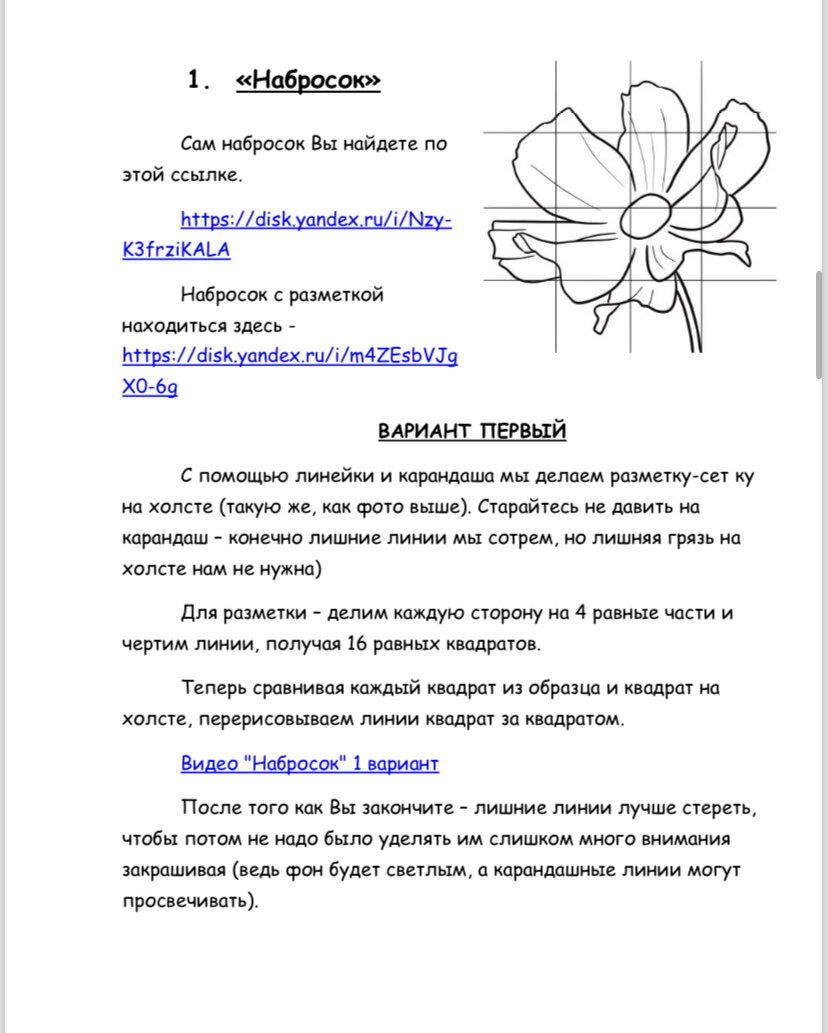
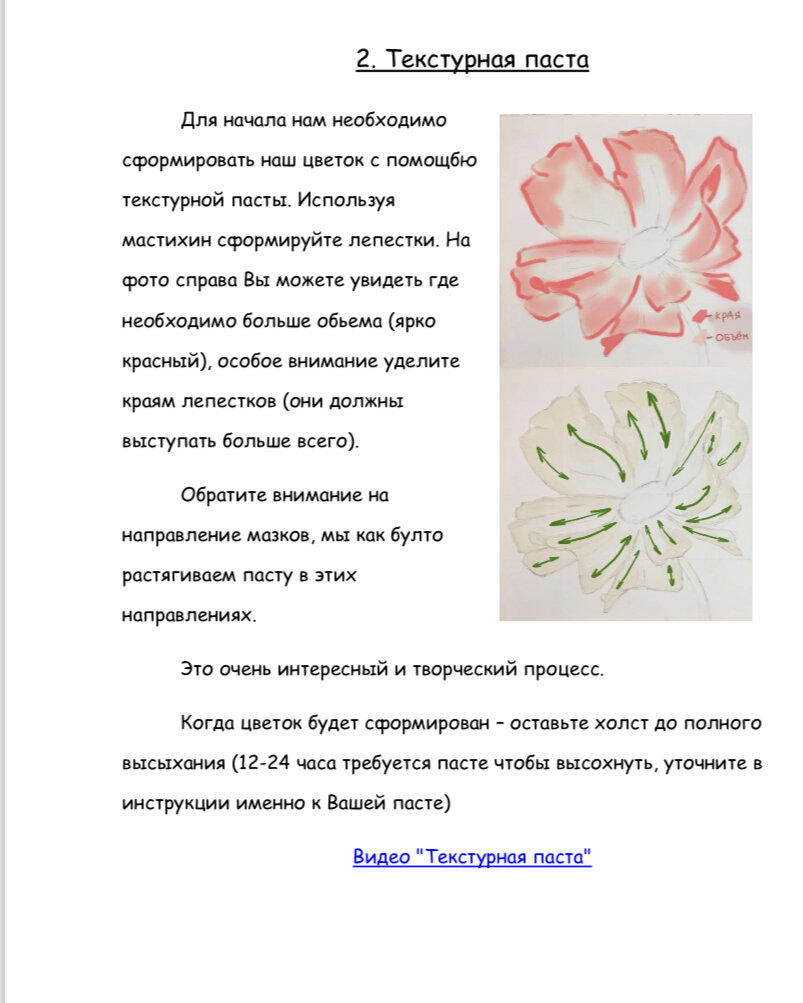
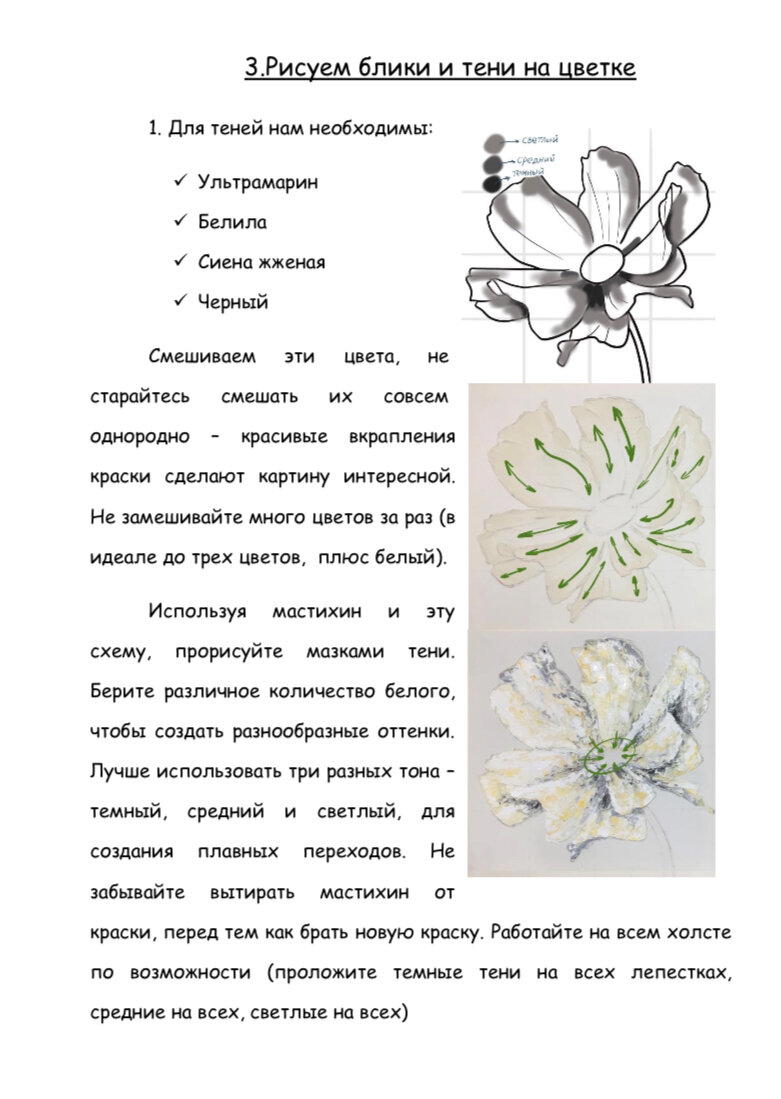
Вляпалась тут нечаянно в срач на Пикабу в комментариях, зато вспомнила, что у меня есть мастер класс по созданию вот такой картины. Так что делюсь со всеми, кто хотел бы сам создать интерьерную картину. В пдф есть все этапы работ, подробно расписаны все шаги со схемами, видео каждого этапа, есть сам эскиз. Когда то я зарабатывала тем, что учила людей писать картины, так что описывала подробно, для тех, кто никогда не держал холст в руках.
Ссылка на сам мастер класс - https://disk.yandex.ru/i/TTA6CF0LJH4jWw
Пожалуйста, используйте только для личных нужд (ну или поделитесь, если продадите)))
Хеллоу, геноссен. Сегодня у нас планетарка для какого-то микроэкскаватора. Вот такое вот получилось в итоге:
Картинка для привлечения внимания: готовый собранный редуктор.
Вощем, дело было как. Сперва ты покупаешь японский мини-экскаватор и используешь его, радуясь жизни и деньгам. А потом экскаватор ломается, а в стране "кажется что-то случилось" и запчастей больше не достать. Не, ну предвосхищая бурю эмоций - можно, разумеется, купить через Казахстан. Но это будет в три раза дороже и неясно когда. А простой экскаватора - это прям существенные деньги. Порядка 30-50 тыщ в сутки. Короче, заказчик хочет вытряхнуть останки и сделать лучше и новое.
Останки вот:
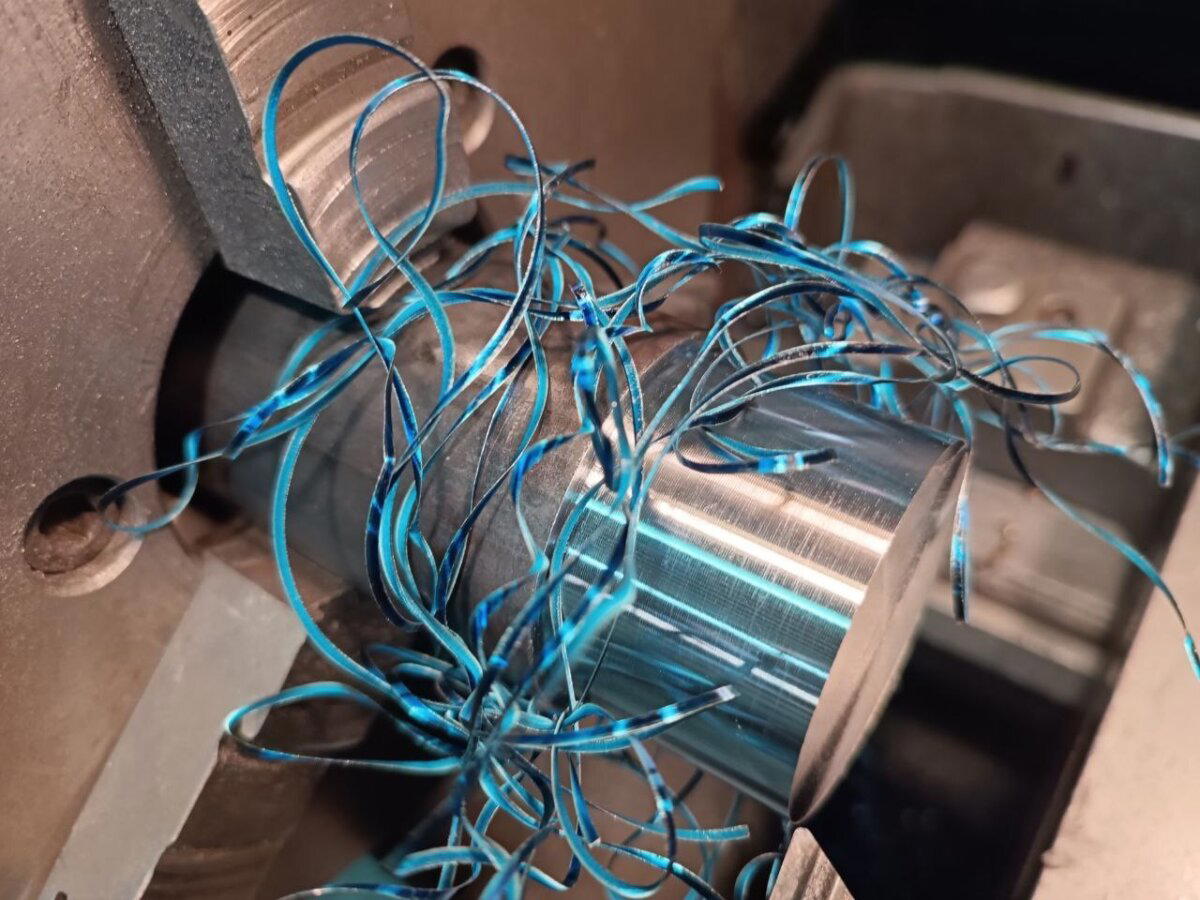
Нуок, чо. В принципе, всё же просто. Берём болванку из 30ХГСА и точим. Попутно получая парик Мальвины.
После точки вышло так:
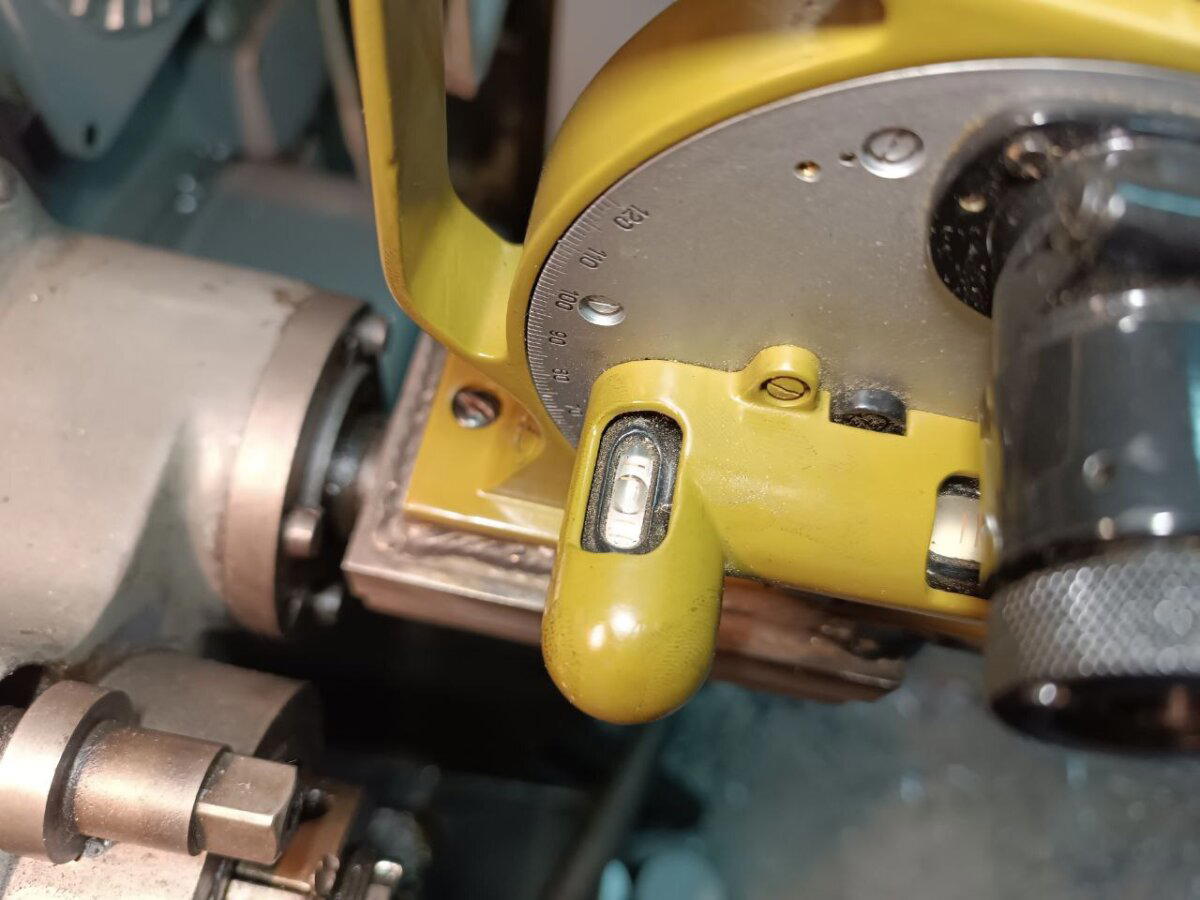
Теперь настраиваю немецкий зубофрезерный станок высокого класса точности (Pfauter RS-00) с помощью оптического коллиматора КО-1 (ща в камментах будет кококо, что оптика избыточна, лишь бы денег побольше содрать! Но он у меня есть. И с его помощзью угол будет точным, а не примерным)
Ну прям ваще точным:
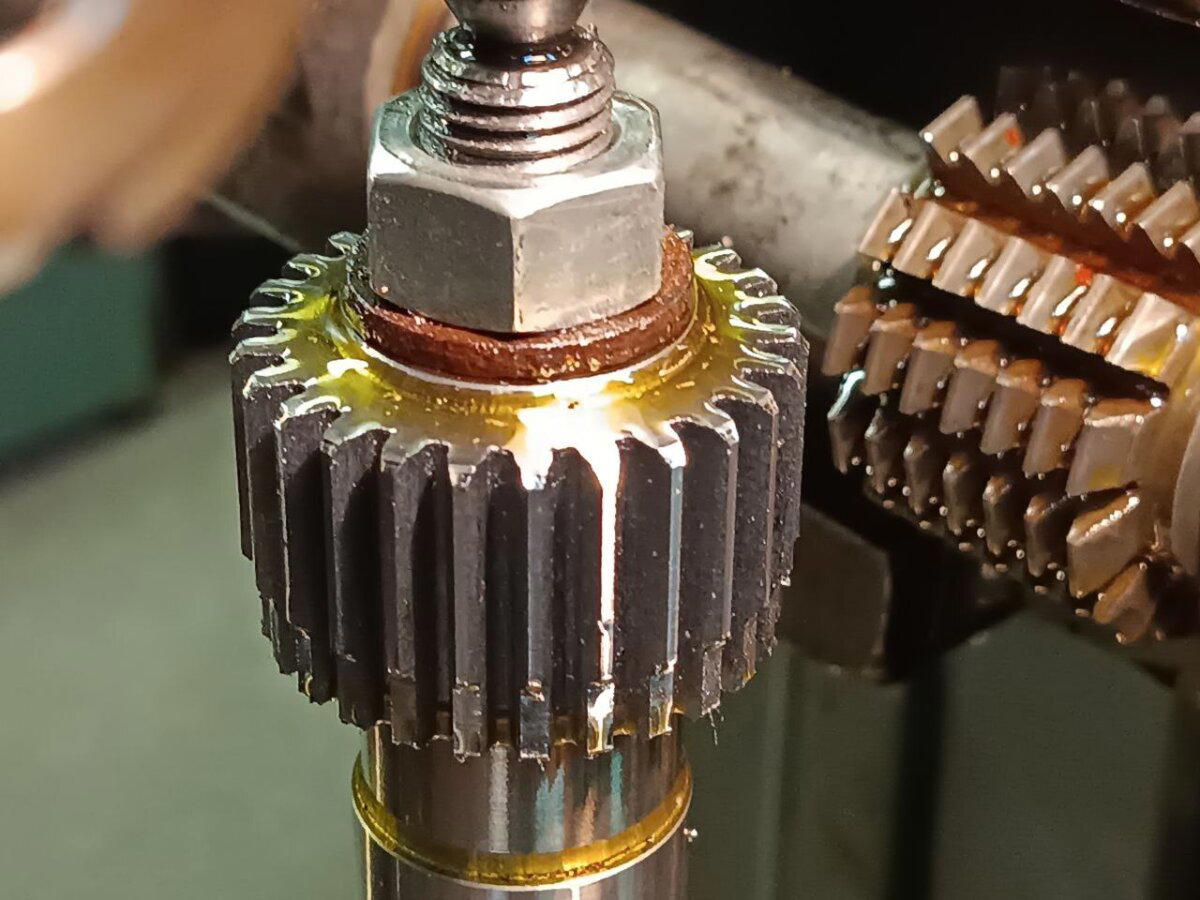
И, собсна, режу зубки. Потому что если не я, то кто?
Снизу обнижение - это так по заводу. Не спрашивайте зачем. Если отмотать вверх, там на останках заводской - тоже такое же. Окей. Теперь надобно подвергнуть полученное термообработке.
Негрошестерни ооочень хороши. Но не то. Дело в том, что саттелиты сидят на игольчатых подшипниках. Т.е. ось саттелита является одновременно поверхностью обкатки роликов подша, как будто бы она - внутренняя обойма. А внутренний диаметр саттелита является внешней обоймой. Т.е. он болжен иметь высокие показатели цилиндричности, округлости и чистоты поверзности. А значит - его надо шлифовать. Более того, весь этот пакет саттелитов сверху и снизу накрыл железяками. Т.е. высота шестерней обязана быть одинакова. Иначе при прикручивании верхнего диска у нас что-то может перекосить. Но, разумеется, было бы достаточно зачухать шкуркой на палке, а это всё - лишь бы деньжищ содрать. :)
Нуок. Сперва - плоская шлифовка всей кучи шестерёнок. Шлифование выполняет станок Jotes SPD-30B.
СОЖ бы поменять пора... несвежая какая-то.
А теперь переходим на внутреннюю часть. Для этого на немецком универсальном круглошлифовальном станке Heckert VMV 125\250 сперва делается оправка под запрессовку шестерни:
А потом производится внутренняя шлифовка самих сателлитов.
Ну и вот, такие сателлитики получились:
Центральную шестерню сделал точно так же. И схематично не показал. :)
Ясен пончик, что работать не будет. Несомненно, деньги слупил с заказчика зря, потому что всем известно, что пакистанцы, например, просто наварили бы и шлифанули болгаркой и ходило бы лучше оригинала. Но увы. Где пакистанцы, а где я... я, кстати, в телеге. Телега в профиле. Канал бодро-общительный и онлайн-описательный. Единственное, там, ребят, нет рекламы (кроме того, что сама телега пихает - тут уж сорян). Но тут уж извиняйте... скидочки на ноготочки, формирование инвестиционных портфелей и тому подобное вам порекомендуют в других местах. :)
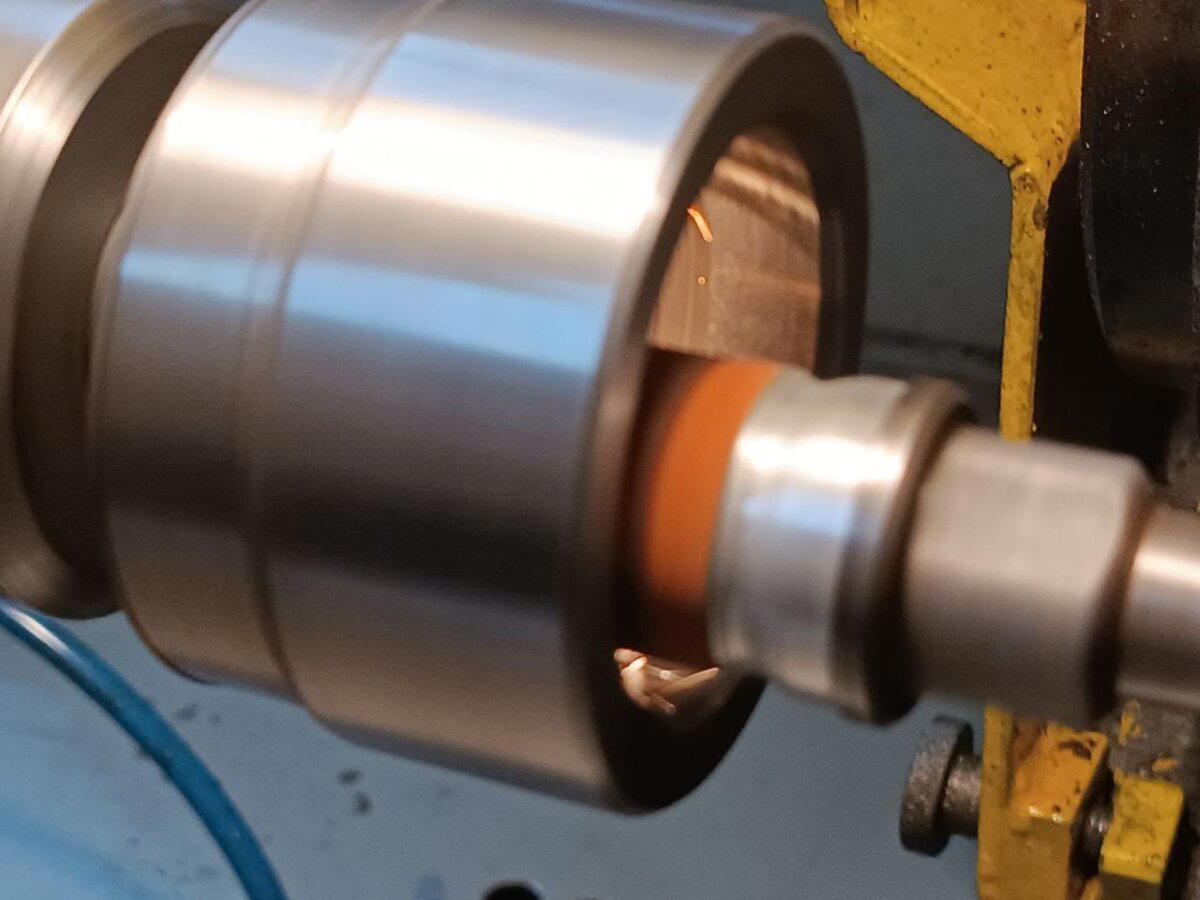
Добрейшего денёчка, уважаемые. Я понимаю, что скорее всего набигут любители услуг за три копейки и начнут пузыриться хейтом, но тем не менее, разрешите отрекомендоваться: я - рвач. :) Ну да, тот самый слесаришка, который не хочет работать за три копейки и дерёт с трудового народа деньжищщи за всякую мелочь.
Приходит, значит, ко мне заказчик и показывает вот это:
Что же это такое? Оказывается, это муфта, соединяющая вентиль и само запорное устройство (ну типа шаровый кран). Заказчик сделал ремонт в ванной, поставил какой-то гипсокартон и теперь у него штатная муфта коротковата. Он её отнёс к Мастеру, который месяц ебал мозги и родил нечто. Т.е. распилил его муфточку на эрозии, сделал проставку и... и всё. На этом мастер потерял интерес к работе. Да ещё и длина проставки оказалась больше чем нужно. Нужно было 7мм, а получилось 10. И теперь заказчик хочет сделать с этим что-нибудь, потому что все отказываются и продолжать работу за Мастером и делать новую муфточку.
Вообще, мне не ясно, что дальше планировалось делать. Склеить? Спаять? Просверлить отверстия и вкрутить поперёк винтики? Непонятно. Но понятно, почему все отказываются делать такую новую. А чем и как промерить шлицы? Т.е. это же не под напрессовку, где если что - нагреть можно и как-нибудь затолкать. Муфта садится на капролоновый поводок. Т.е. вариантов приклеить или там насадить на прессовую посадку особо и нет. Ща прогрессивная общественность скажет - положил делать на сканер и... Простите, лиловые хуи.
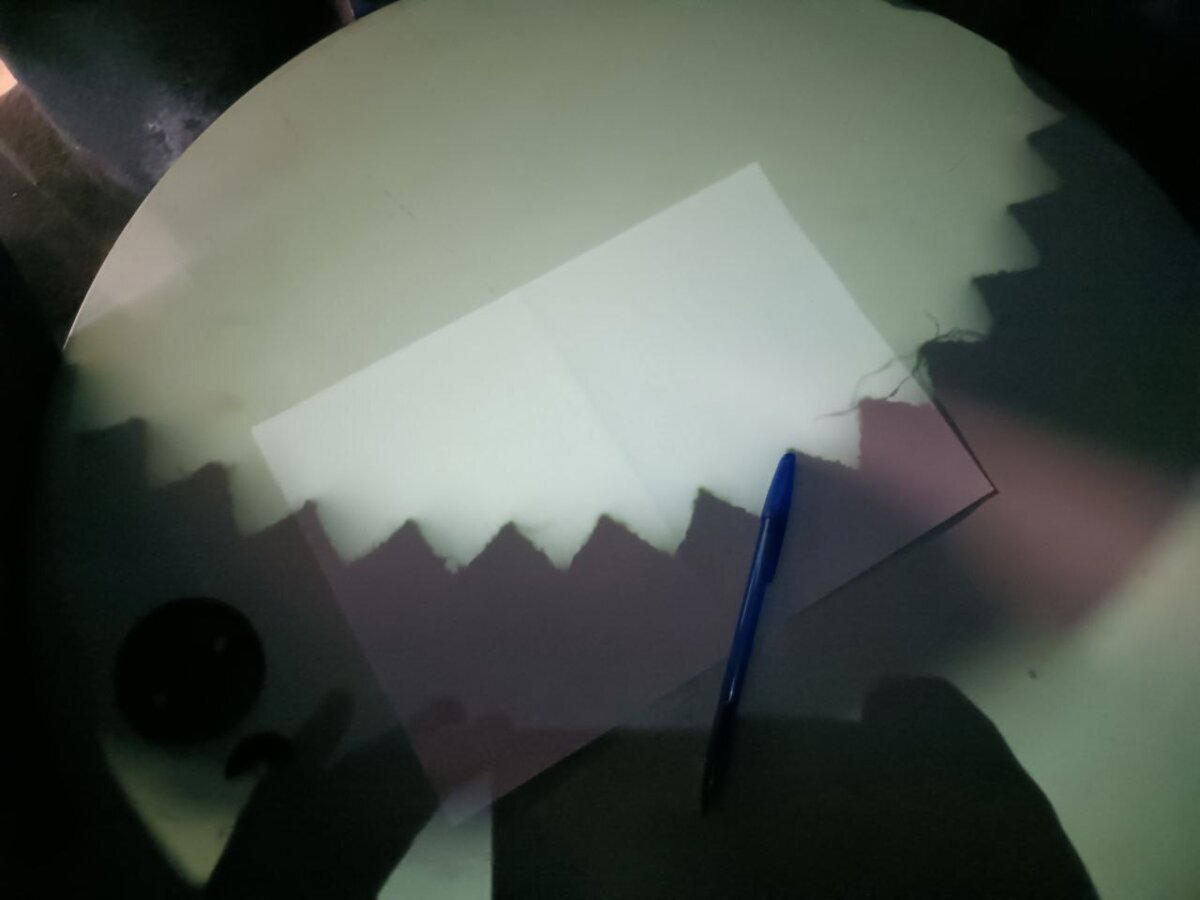
Не знаю, кто как, а я по такому изображению построить нормально шлицевую не сумею. Да и просто не вижу смысла в такой "работе". Однако, у меня есть то, его нет ни у кого. Большой Проектор. Интереснейшее измерительно-сравнительное устройство на начало-середину прошлого века. Кинул штучку на предметный стол (да-да, кто имел дело с измерительными микроскопами, узнает. Такие же столики на ММИ и БМИ):
Получил увеличенное в 50 раз изображение на рабочий стол. И тупо обвёл его ручкой. А уже масштаб 50:1 - на сканер.
Согласитесь, с таким размерчиком работать поудобнее? :)
Ну и после непродолжительных ласк в САПРе получаю модель:
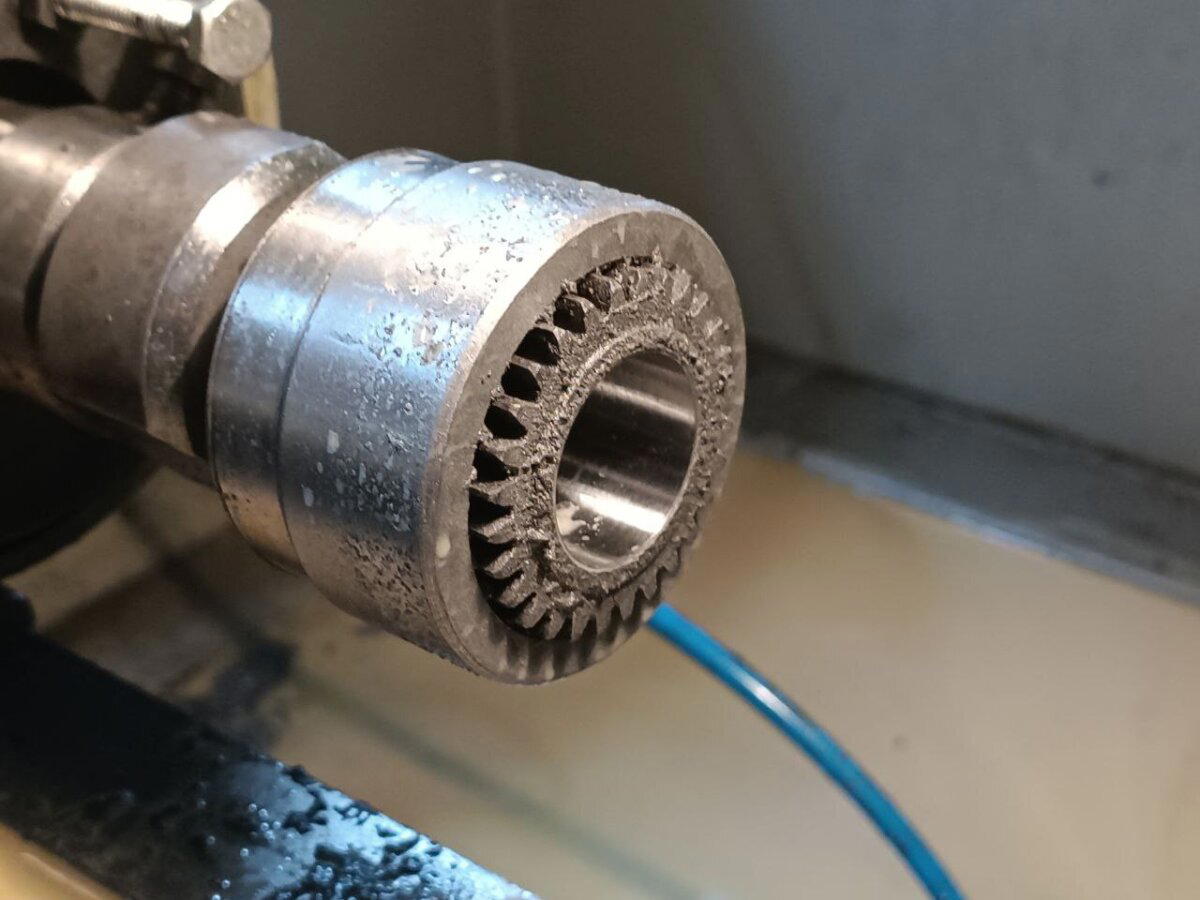
Дальше уже совсем просто. На токарном из прутка латуньки точнул бобышку и просверлил её по центру, заготовку поставил на эрозию и давай жогово делать:
Ну и в результате - нормальная муфточка:
И посадка приятная. Не тугая, но и не болтается. Прям вот только-только чтобы под своим весом не сваливалась:
А теперь - самое интересное. ЗА ЧТО ТУТ ЦЕЛЫХ ШЕСТЬ ТЫСЯЧ!!!!???? Да хрен его знает. В принципе же в каждом гараже стоит микроскоп на полтонны весом, выпущенный в количестве менее 2000 штук за всё существование СССР. В каждом гараже есть токарник и проволочно-вырезная электроэрозия. И самое главное, совершенно точно, любой бы справился с такой задачей, просто у него оборудования нету. :) :)
Резонный вопрос. А как же оно делается на заводе, чтобы не стоить столько денег. Да тоже просто. Сверлится центральное отверстие, а потом протягивается протяжка на 40 зубов. На автоматизированной линии протяжка такой муфты занимает примерно полминуты. Потому и ценник не высокий. А когда в индивидуальном порядке - извините, но вот так.
Да, разумеется, можно было бы напечатать на тридэпринтере, или запихать куски предыдущей муфты в трубку и опаять, или допилить эту вставочку и использовать. Но, простите, у меня нет желания сделать как-нибудь, лишь бы подешевле. Я ж не пакистанец. Я стараюсь делать хорошо. А хорошо - не дёшево.
П.С. если чо, весь это металлизм в режиме онлайн происходит в телеге, ссылка в профиле. Только это, ребят, прошу понять и простить... канальчик некоммерческий, поэтому там рекламы нет. Сорян.
Буэнос диас, геноссен. Сегодня у нас картиночки и описанийце про балансировочные грузики для здоровенного круглошлифа.
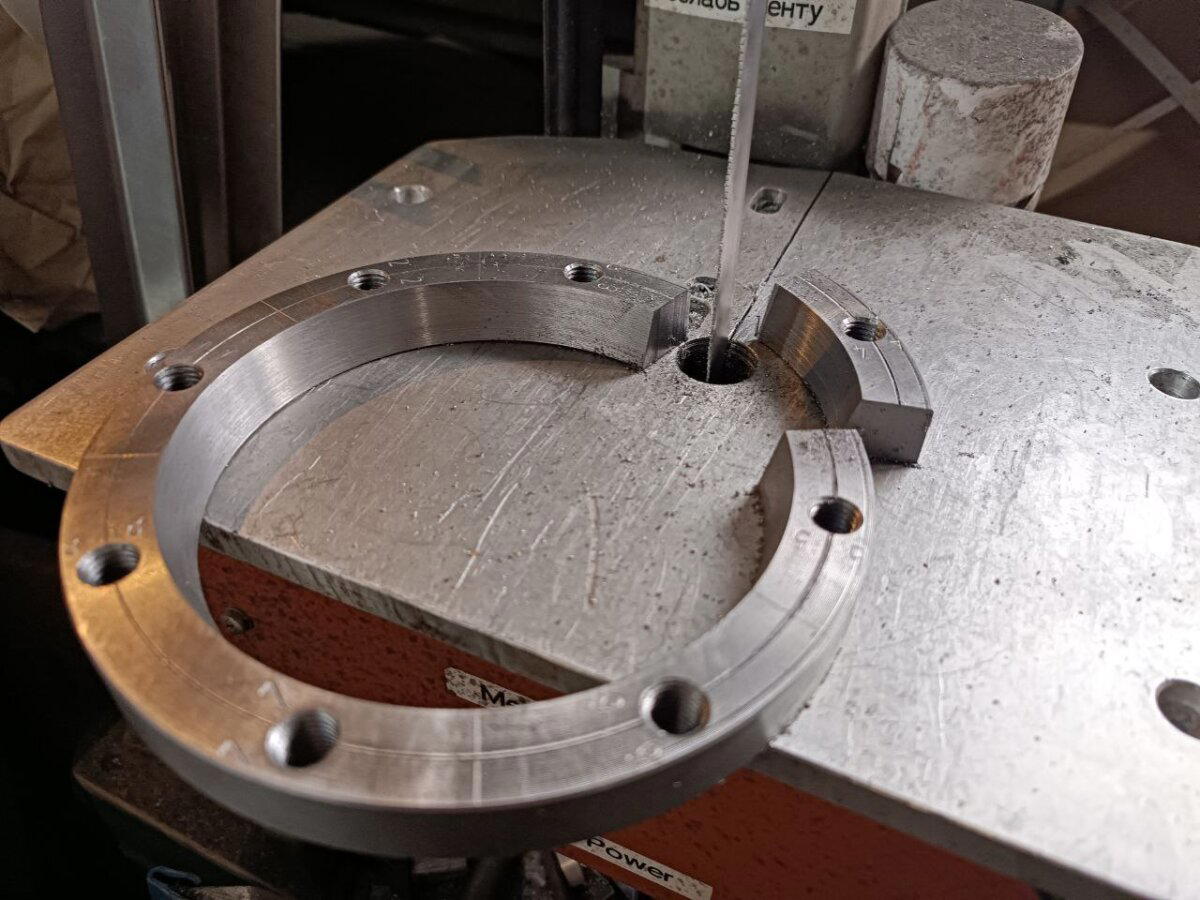
Вроде деталька и не сложная, но их надо 8 штук (непонятное к-во, обычно же балансируют тремя грузами). В целом - оно вроде как режется из кольца... но у кольца должен быть ещё и конус, чтобы когда винт закручиваешь, половинки по резьбе поднимаются и саморасклиниваются в пазу оправки.
Этап проектирования, ну точнее отрисовать это всё на скорую руку в САПРе - я опускаю, оно простое и обычное. Дальше у нас заготовительный этап. Отпиливаем от куска паровозной оси блин на ленточке и пихаем его в универсальный токарно-винторезный станок 16К20ПФ1-М
После непродолжительной обдирки по торцу, ставлю прорезной резец и вырезаю бублик нужного размера. Потому что вытачивать 10мм по диаметру снаружи и 100 по диаметру внутри - я имел в виду. Во-первых это 100 литров стружки, какую лень убирать, а во-вторых - материал в стружку переводят только дураки.
Дальше серёдку просто вырываю на прессе.
Теперь полуготовый бублик идёт на ЧПУ-токарный. Потому что там угол какой-то трудноформализуемый по чертежу, а выставлять на него малую продольную я опять же имел в виду. Моя задача не задолбаться, а сделать. А ЧПУшка наваливает конуса любые (ну почти) и не сильно напрягаясь.
После этого вот всего на токарнике опять же делю окружность на 8 кусочков, набиваю окружность, которой будут принадлежать центра дырок, ну и собсна, рожаю дырки и насыпаю в них резьбу. Не забыв промаркировать каждый грузик попарно с ответной чатсью.
Далее на вертикальной ленточке распиливаю это всё добро:
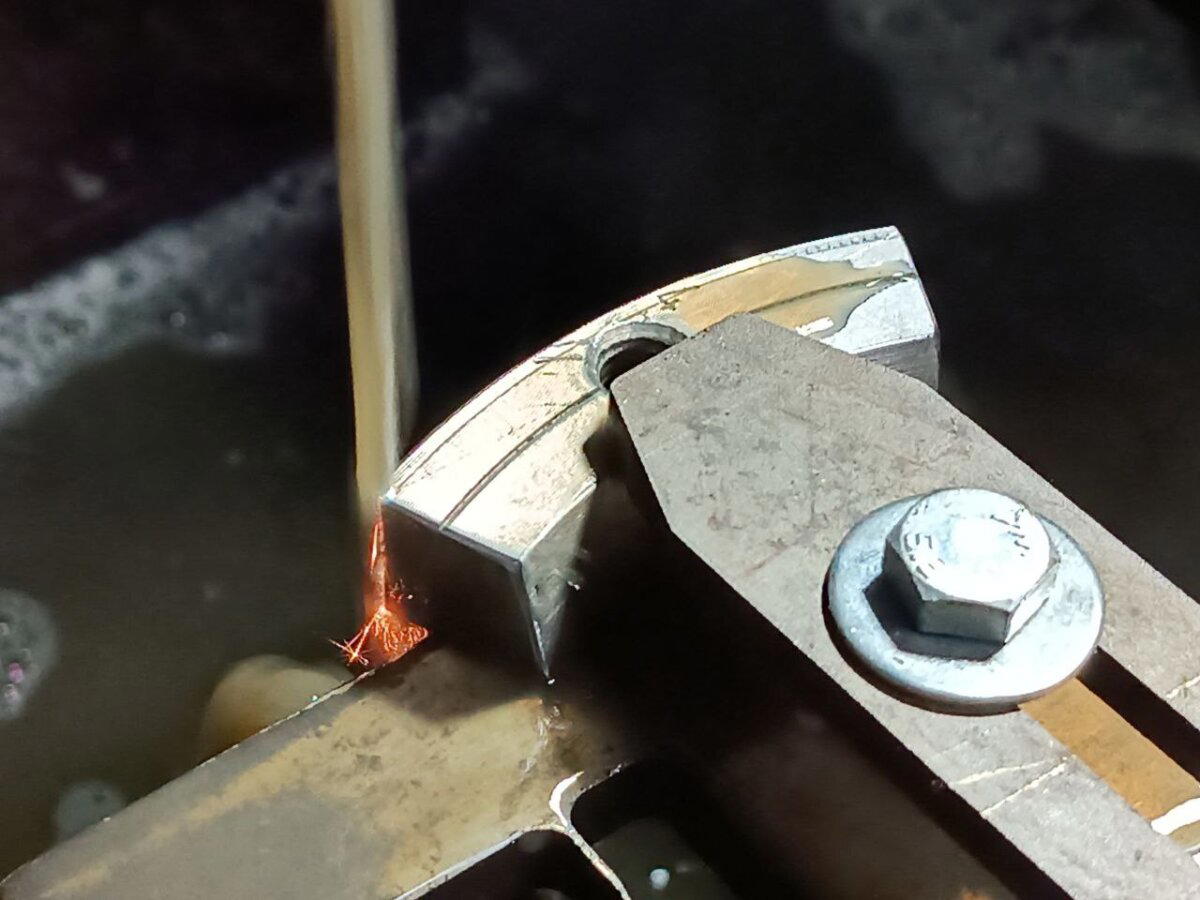
И ставлю на эрозию. Потому что торцы мне сейчас пофигу, а вот ровно и качественно разрезать грузики на две части на ленточке не выйдет.
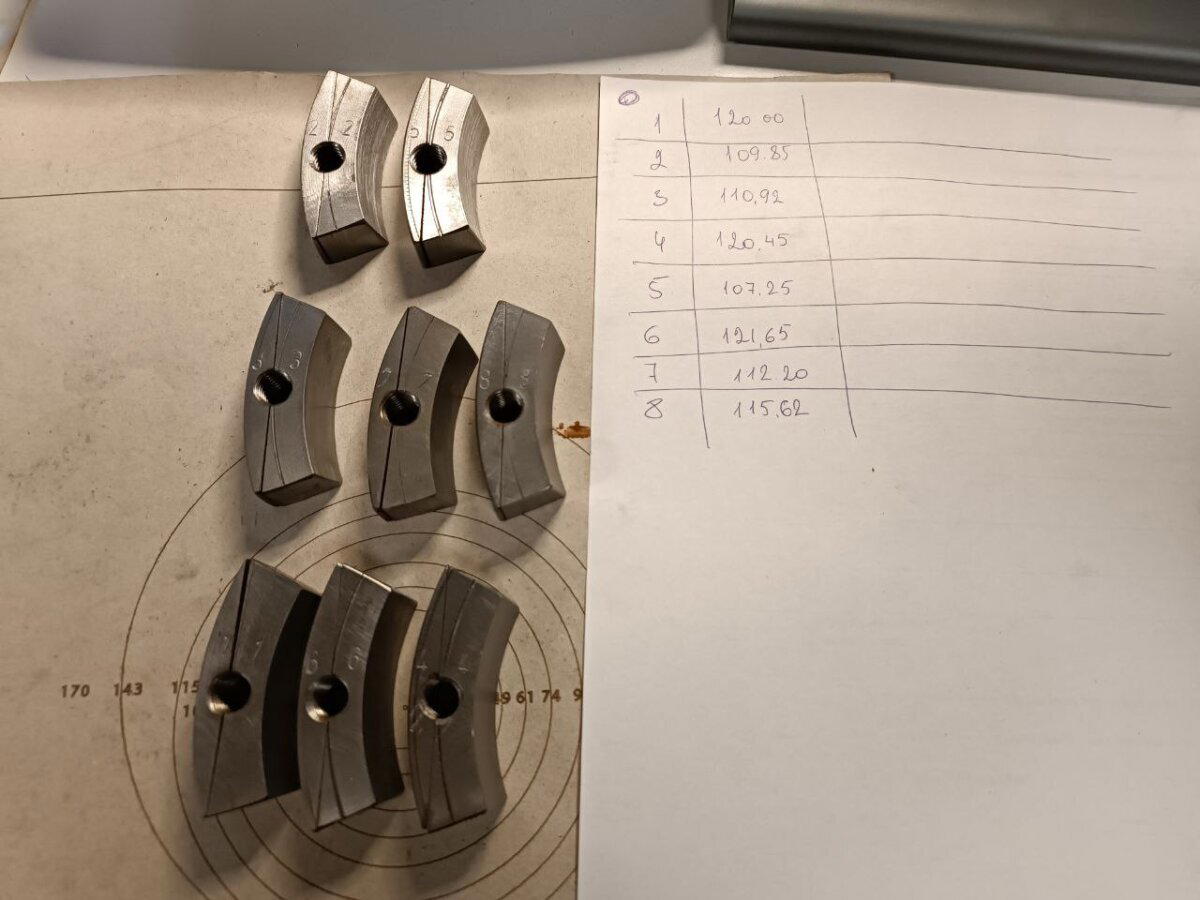
Ну и вуаля, чо. Вон их сколько...
Правда незадача... они все - разные. Печаль-беда! Но не. У нас всё идёт по плану. Не как у других, а прям ну вот реально есть план и мы его придерживаемся. И по нему получается. Короче, перевешиваем грузики сперва начерно на цеховых лабораторных весах КАС и подгоняем по массе.
А после чернового взвешивания уже топаю в метрологичку и перевешиваю на немецких весах Сарториус. После чего, всё это хозяйство готово к отправке заказчику с циферками.
В пределах полуграмма закатал. Вроде норм. Но! В целом, это совершенно не обязательный шаг. Дело в том, что балансировка тремя грузами на балансировочном приспособлении - совершенно похуистично относится к массе грузов. Ну т.е. даже если там разница на 10 грамм - это пох. Просто грузы (на идеальном отбалансированном круге, если мы такой представим) будут располагаться не под 120 градусов друг к другу, а под каким-то иными углами. И всё равно отбалансируется. Но сделать хорошо - лучше чем сделать плохо. Тем более пригонка по массе заняла может минут 15-20. Несущественно в рамках данного заказа.
Таки делишки, например. Ну и торадиционно напоминаю, что телегоканал, где вся эта техноересь, металлопорно и даже немного станочного БДСМ - в профиле. Единственно, чего нет на канале - говнорекламы хуевой и политоты ебаной. Ну тут уж простите.
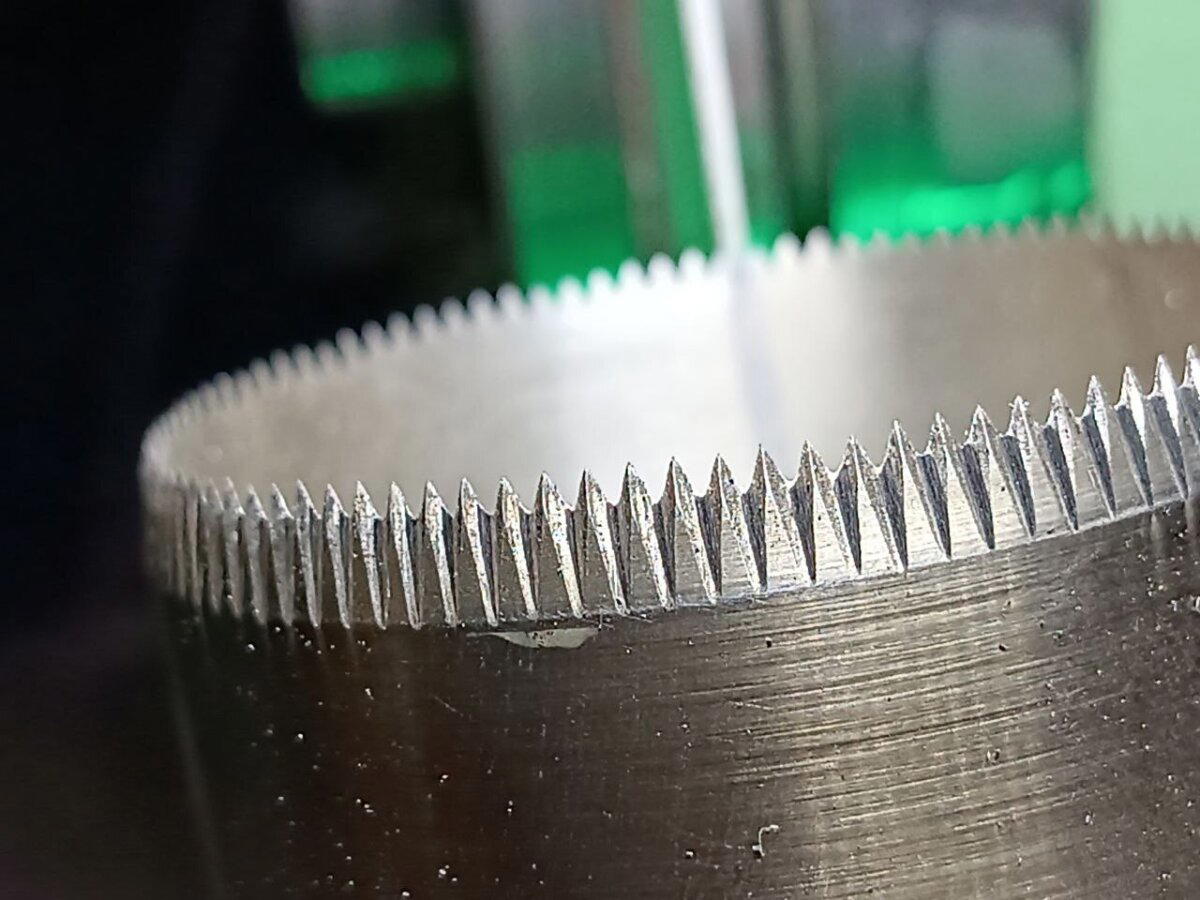
Буэнос диас, уважаемые. Есть у меня заказчики - контора по изготовлению кофе. Ну они берут зёрна, жарят их, размалывают и фасуют в капсулы. Так вот эти капсулы кадо как-то вырубать. Обычно приобретались итальянские или китайские кольцевые серрейторные ножи, как на картинке выше, однако, кажется что-то случилось и теперь братья-китайцы торгуют этими ножами в три раза дороже, а итальянские и вовсе ну ваще... Встал вопрос: а как бы это нам точить уже подзатупившиеся? Ну сказано - сделано. Поехал, да купил станок. Оптический профилешлифовальный, немецкий. Марка - PeTeWe PFS2. Вот он:
Конструктивно, станок состоит из шлифовальной бабки, которая имеет возможность двигаться влево\вправо и вперёд\назад по крестовому суппорту, а также наклоняться в двух плоскостях и поворачиваться относительно вертикальной оси. Вот она:
На шлифовальной бабке располагается шпиндель, сделанный на серве, что даёт возможность регулировать его обороты в широких пределах, практически не теряя в моменте. А впереди у него располагается суппорт изделия. Который имеет возможности елозить вправо\влево, вперёд\назад и по высоте. Эти перемещения реализованы на прецизионных направляющих типа ластохвост, а перемещение дают ШВП. По заводу станок имеет возможность цепять микронный индикатор Кольбер на обе оси и имеются влагалища для КМДшек. Удобное. Немцы - красавчики. Вот, кстати, этот стол изделия.
А вот руль перемещения шлифовальной бабки вперёд\назад:
Как видим, стол изделия сейчас пустой. Однако, к нему можно крепить изделия в тисках, на магнитных или вакуумных приспособлениях, можно напрямую к столу притягивать, канеш, или ваще использовать делительные приспособления. О, кстати, оно-то нам и нужно. Немного САПРа, немного токарки, фрезеровки, шлифовки, эрозии, слесарки, пайки бронзой и вуалябля... самопальная делилка на скорую руку:
Размещаем её на столе изделия, придаём необходимые углы и получается так:
Оптическим станок называется не просто так. В основании смонтирована мощная лампа, которая светит "сквозь" изделие. Т.е. получается тень изделия, его контур. Он попадает далее в объектив с 10 или 20-кратным увеличением, а дальше идёт в систему призм и зеркал:
Закономерно, если при этом смотреть на экран "телевизора" - видишь чёткое и контрастное изображение контура детали и шлифовального круга. Который, кстати, надо не забыть заправить на нужный угол. Для лучшего обзора рекомендуется загасить осветительные приборы в цеху и зашторить шторы.
Ну и вот, стало быть. Погнали точить... Подвод, прицелился по телевизору, дал врезание по индикатору (ну или я просто поставил механический упор, чтобы не смотреть на стрелку осциллографа каждый раз), сделал (на слух) несколько проходов, отвёл, делилку перещёлкнул на следующий зуб, на красненькой считалке (на указательном пальце) перещёлкнул значение и повторил заново.
Ну и по итогу зуб за зубом делаешь. Заточка одного ножа занимает примерно 40-50 минут. В зависимости от удроченности. Стоит примерно в 6 раз дешевле покупки нового.
На картинке выше, внимательный может заметить, что у нескольких зубов нет вершинок. Это, кстати, не страшно. Ножи приводятся пневматикой, а материал резания - фольгированый полиэтилен. Т.е. резкий удар даже таким ножом просекает его без проблем. А вот чтобы именно вырезать - нужно чтобы отточены были впадины между зубами. Вот они-то как раз сохраняются всегда.
Ну примерно как-то так, легко и просто в условиях "земляного пола" (тм), в "сраном гараже" (с) производить такого плана работёнки.
Если, кстати, кто-то богат мануалом на PeTeWe (да-да, так и пишется) PFS2 - прошу продать, подарить, поменять на бухло и тогдалие. Потому как алчные немцы запросили 600 евро за ПДФку.
А если кому интересна вся эта хрень в режиме онлайн прям вот - в профиле телегоканал, в котором, ща внимание, НЕТ РЕКЛАМЫ! Только металлизм. Ну и иногда пьяные выходки, типа начитывания истории техники древнего Рима или там вопросы прикладной лингвистики и взаимосвязи одесского еврейско-блатного сленга и американского итальянского на рубеже 20-х годов прошлого века. Но обычно - железки.
Хеллоу, уважаемые. Это вам картинка для привлечения внимания:
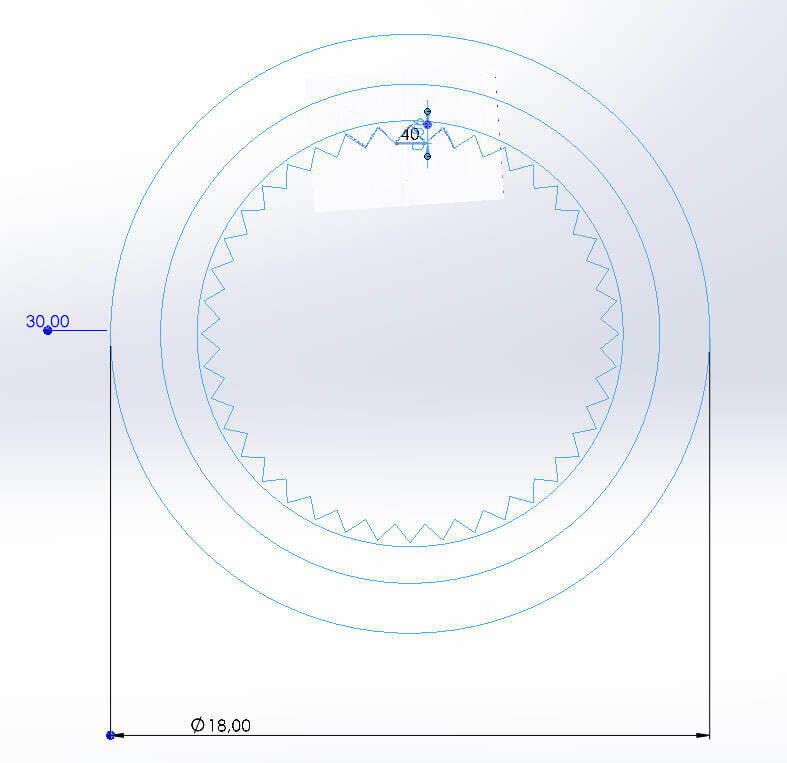
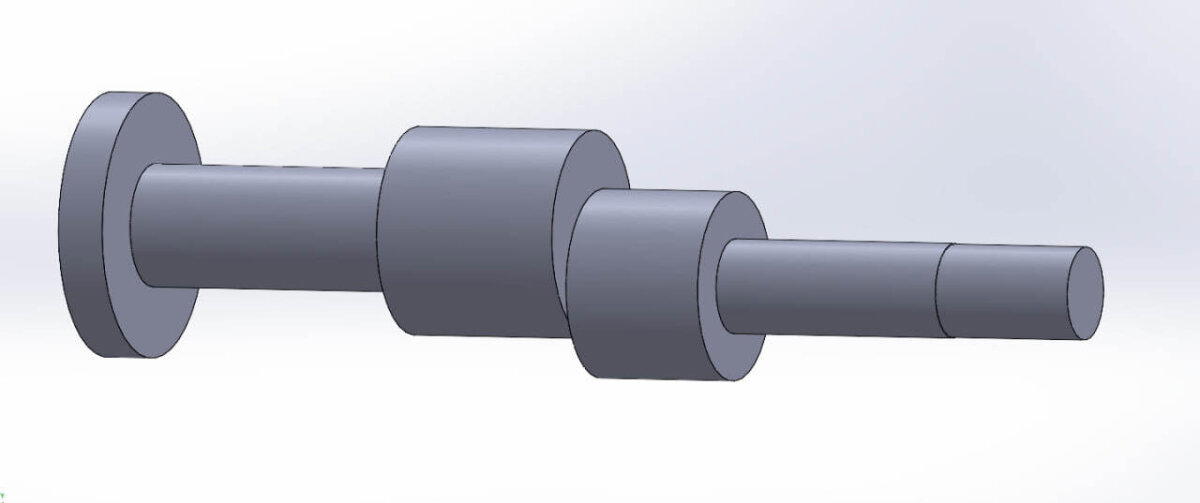
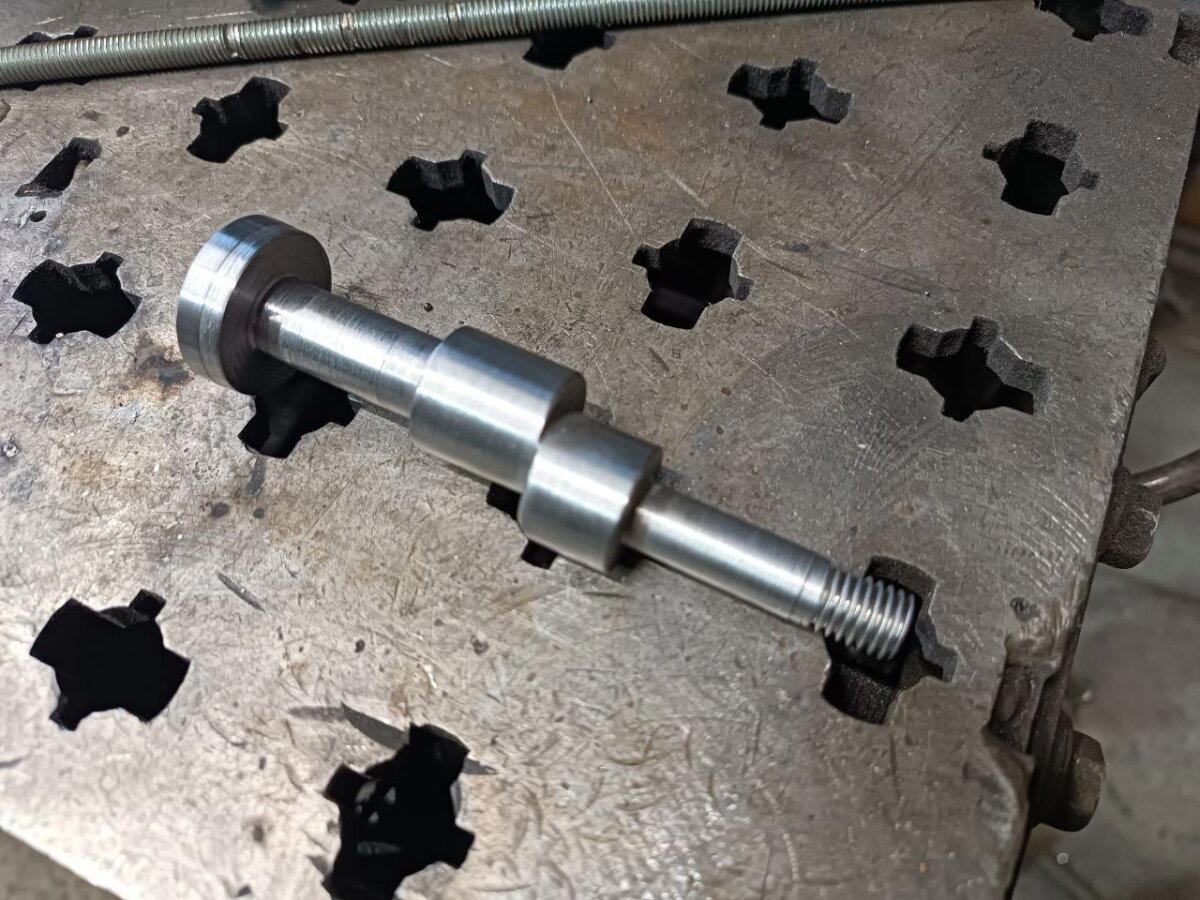
По сути, мы можем получить эксцентрик несколькими способами, в зависимости от его формы и назначения. Например, на токарно-затыловочном станке можем? Можем канеш. Но такой мало у кого есть. На ЧПУ-фрезере можем? Да, разумеется. Если речь об отдельном кулачке, то мы его можем выполнить на фрезере, копировально-фрезерном, вырезать на эрозии и так далее и напрессовать на вал... Если речь о вале с несколькими осями вращения, тут, разумеется, варианты с резкой менее удобны (если вообще реальны), но можно, например, сделать два отдельных полувала и запрессовать одно в другое или обварить. Но всё это опять же не всегда возможно, т.к., например, стали типа 30ХГСА из которых частенько делают такие поделки относятся к ограниченно свариваемым. Короче, нам надо максимально просто и быстро, верно? Давайте рассмотрим изготовление вчерашнего винта. Он оформлен из цельняка. Сперва, разумеется, надо сделать чертёж, чтобы рассчитать диаметр заготовки.
вот такую штуку надо получить. фаски, канавка для выхода резца и т.п мелочи схематично не указаны.
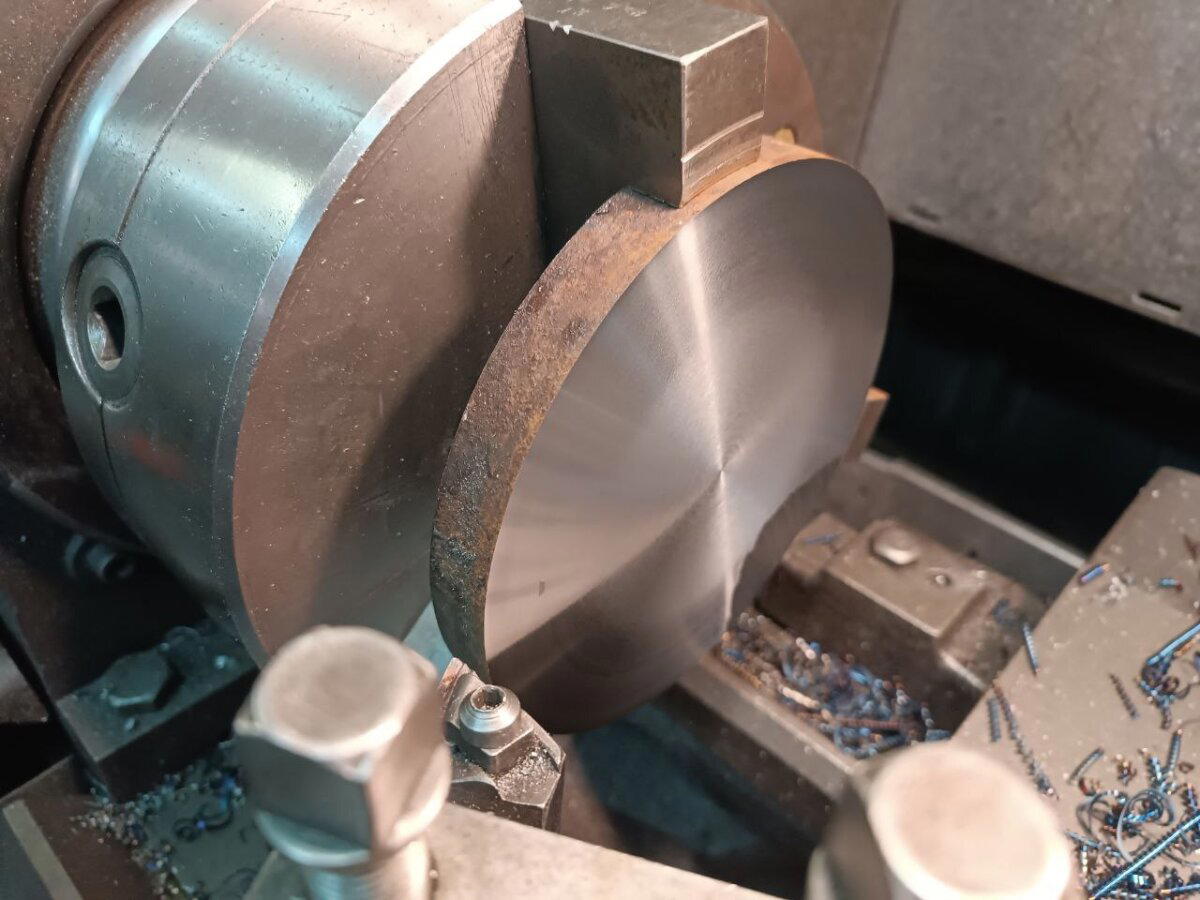
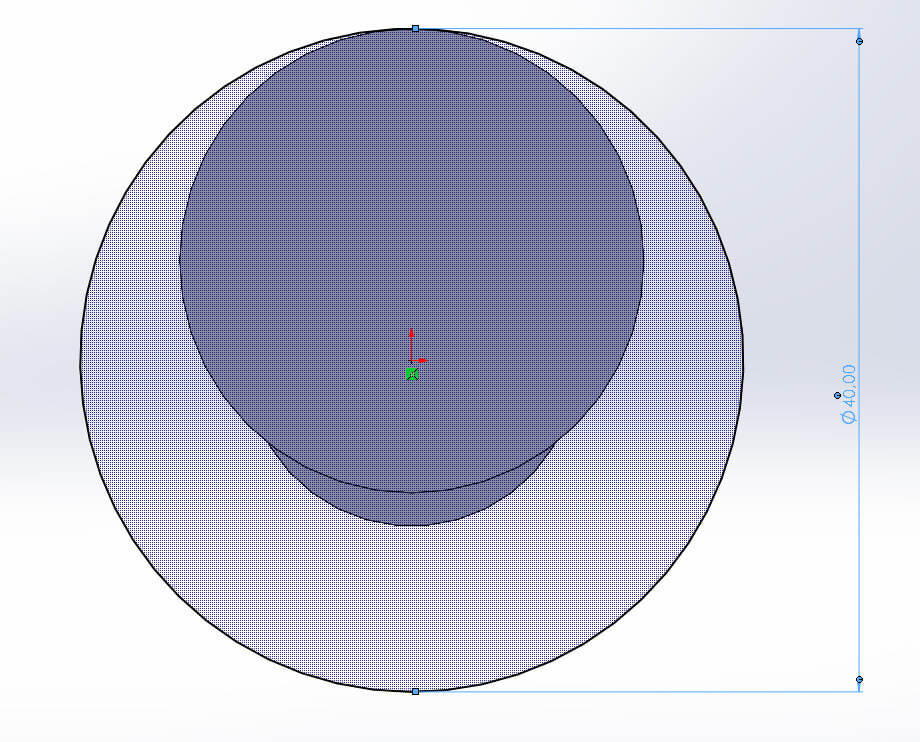
Если же мы посмотрим будущему винту в торец, то увидим, что для изготовления такого изделия нам понадобится круг диаметром 40мм. Ну желательно в плюсе, если шляпка должна иметь приличную поверхность.
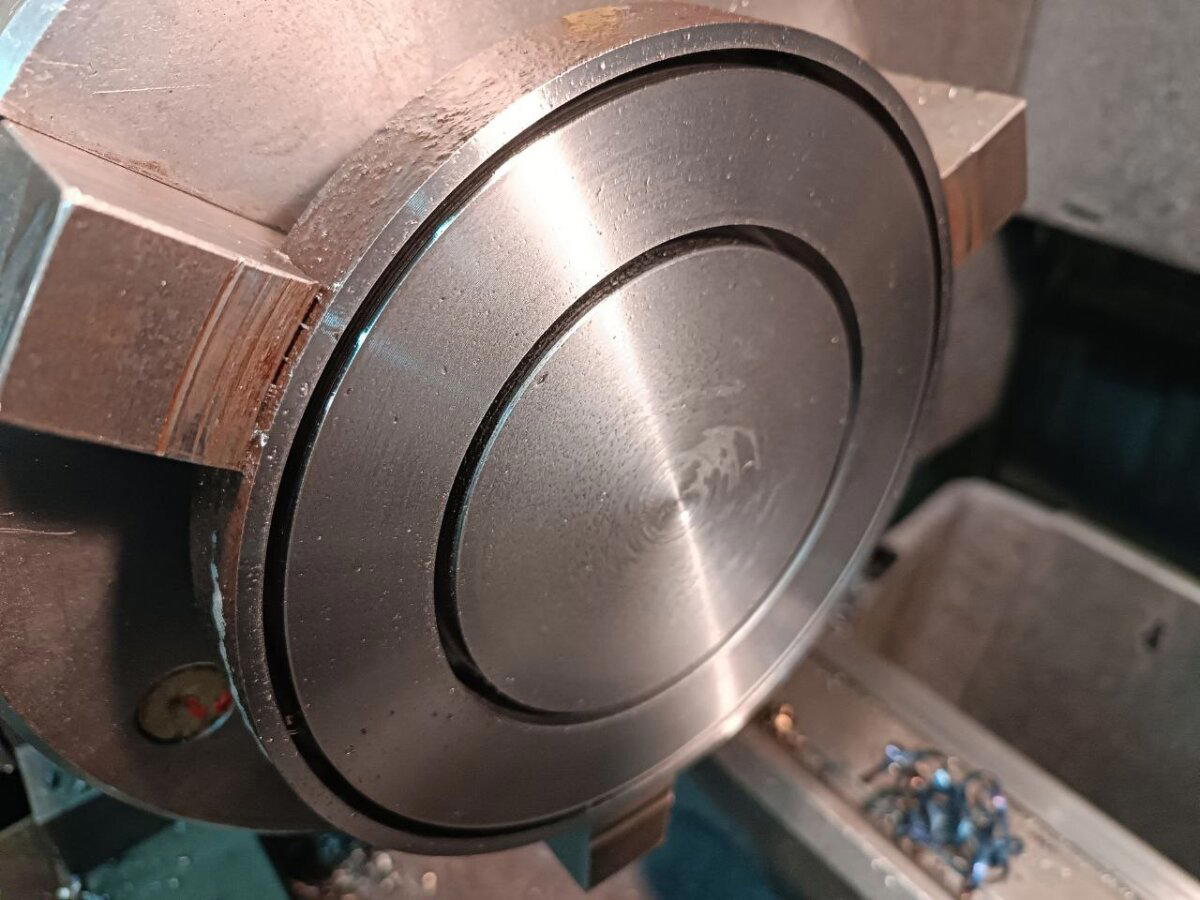
Далее мы разбиваем изделие виртуально на две части, каждая из которых имеет свою ось вращения.. Т.е. сперва обрабатываем то, что лежит в одной оси, прям из болванки. С этим, наверное, проблем не должно возникнуть.
Далее у нас возникает необходимость сместить ось. Как это сделать на токарном станке? Есть несколько вариантов. Например, использование четырёхкулачкового патрона с независимым движением кулачков. Поскольку они настраивуются индивидуально, то ничего не мешает выставить деталь по центру в паре противолежащих кулаков и сместить пару других кулаков на величину эксцентриситета. Так? Ну типа. Только это весь хлопотно. Сперва надо выставить деталь строго по центру по индикатору, а потом, по индикатору же, смещать. Долго, хлопотно, но весьма точно.
Вариант 2. Планшайба. Ну для крепления детали типа вал, наверное, саааамая дурацкая затея. придётся много городить, либо ставить трёхкулачковый патрон на неё со смещением. Однако, патрон имеет нефиговую массу и чем больше жксцентриситет - тем грустнее будет из-за вибраций. Если вы полагаете, что станок промышленного размера, типа 16К20 или 1К62 не умеет прыгать - вы ошибаетесь. Прям умеет. Соответственно, скорость вращения шпинделя будет низкая, чистота поверзности херовая и тогдалие.
Вариант 3. Частный случай вар.2
Универсальная планшайба от ИТ1М. Не знаю, почему таких не делали на 1К62 и 16К20, однако от ИТшки она болт-он запрыгивает на шеснарь, потому как условные конусы у них одинаковые. Эта планшайба имеет линейку, по какой каретку моно выставить на нужный эксцентриситет. А промимо этого на каретку планшайбы вешается "лопата", она же "поднос" регулируемая по углу. В данном случае она откинута. Но опять жи, это всё ниоч как-то.
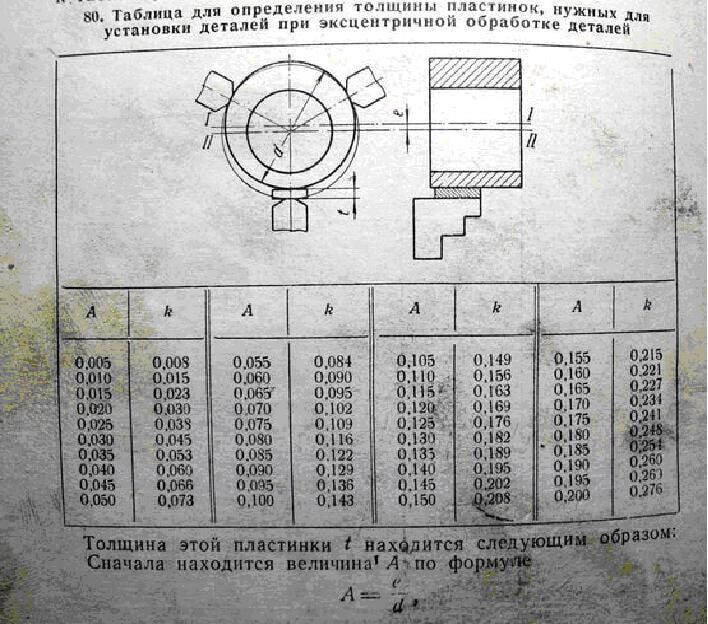
Относительно простой вариант - задание эксцентриситета с помощью пластинок. Нужен обычный трёхкулачковый патрон, на один из кулаков какового накидывается нужная высота пластинками. Считается по формуле. Вроде просто, но нет. Способ не сложный, но как именно токарь будет набирать 1,488 мм для нужного эксцентриситета - неясно. Не, ну если у тебя есть плоскошлиф и метрологичка, канеш, можно прошлифовать как надо и юзать невозбранно. Но нам же надо максимально быстро и просто, а не задолбаться...
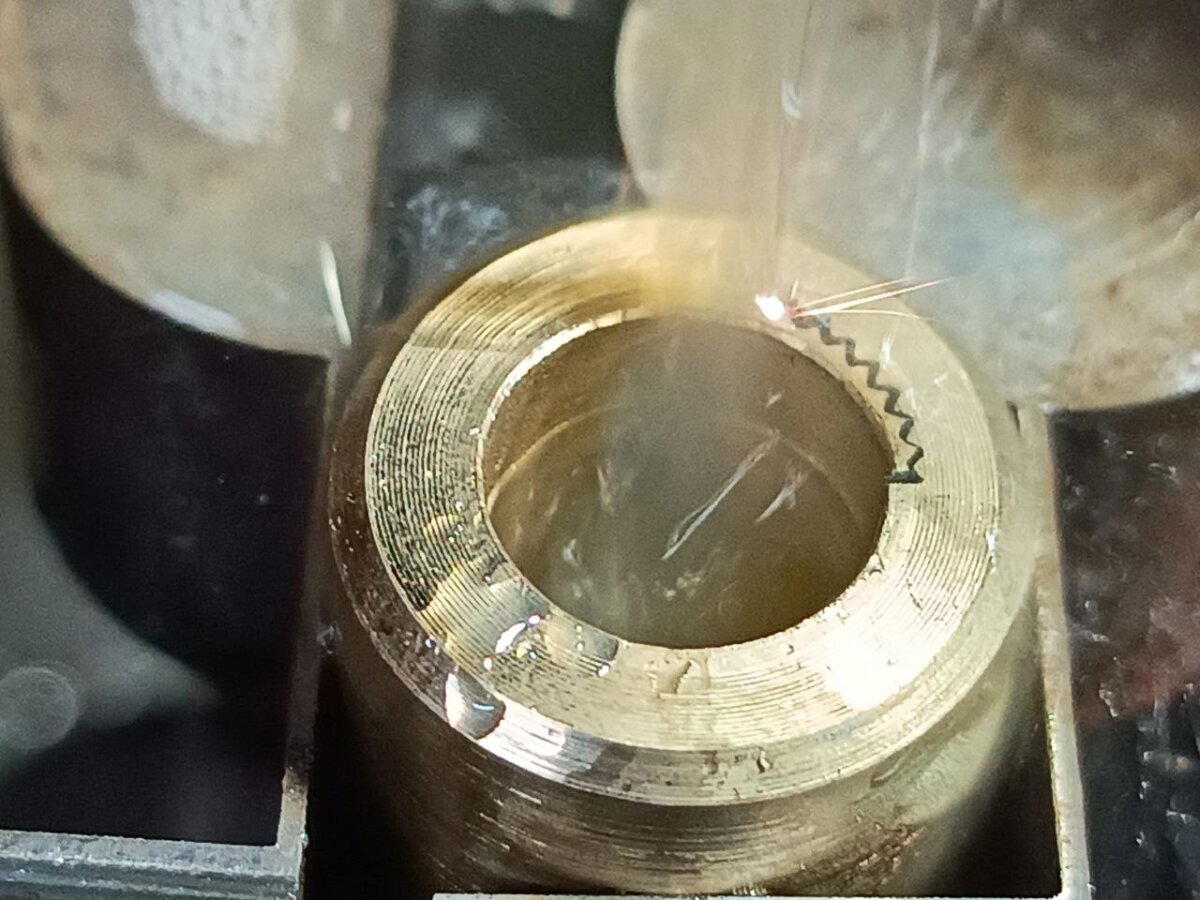
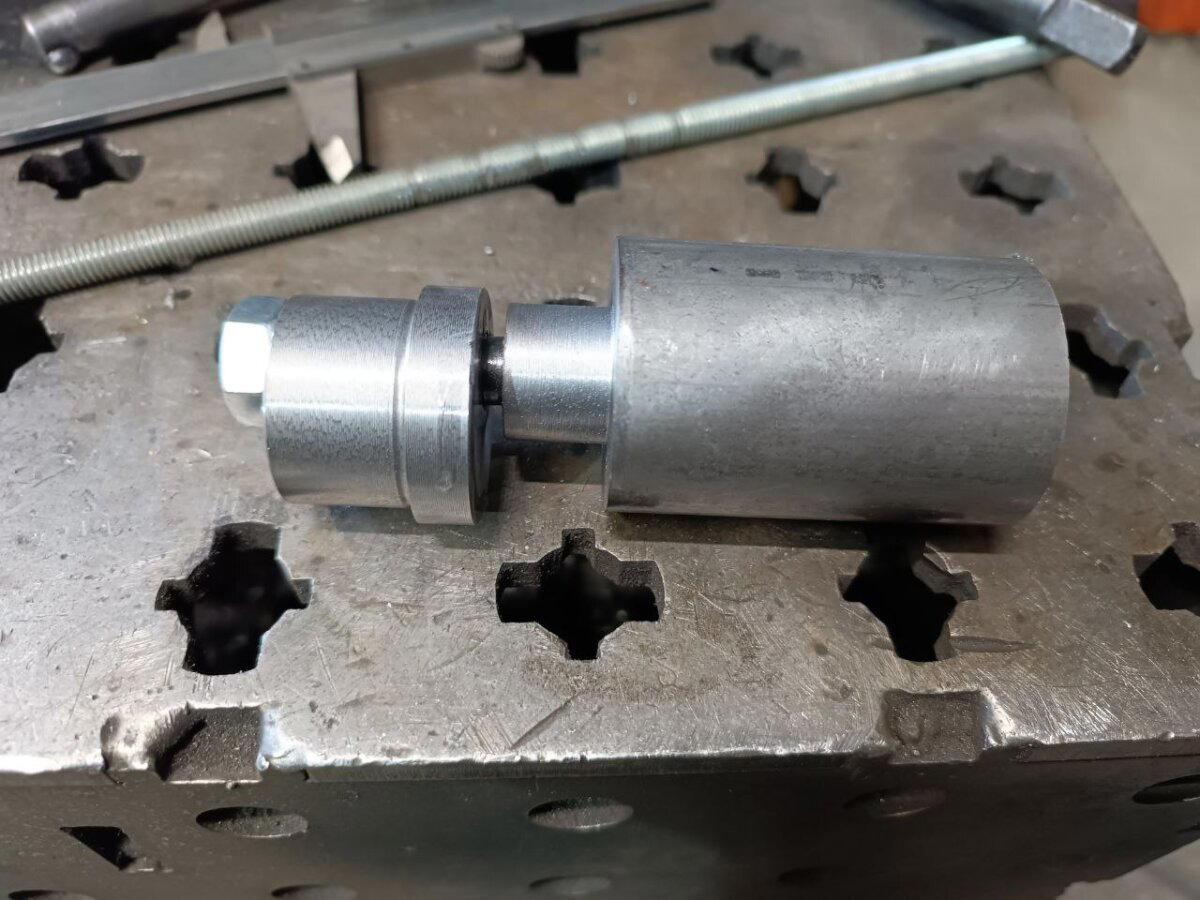
Поэтому я лично в данной работе пошёл по варианту эксцентриковой муфты. Выточить произвольную бобышку - не сложно. Занулиться на сверлилке\фрезере по центру бобышки - не проблема. А далее, сместил стол по линейкам, индикатору или УЦИ на нужное значение и навалил дырку не в центре.
Дальше многое зависит от размеров детали. Эту же бобышку можно сделать разрезной, профигачив паз хоть болгаркой, хоть дисковой фрезой, хоть эрозией с "толстой" стороны. Или, если бобышка миниатюрная, сразу резануть её на эрозии...
Если муфточка разрезная, то крепление и фиксация детали в ней, разумно предположить, осуществляется затягиванием патрона и деформацией (относительно упругой) муфты. Если неразрезная или деталь имеет очень короткий хвост - можно вклеить на цианакрилат. Можно со стороны шпинделя гайкой или винтом её заневолить. В данном случае я сделал отверстие подкалиберное прям, под развёртку. С обратной стороны закрутил гайку, а до того ещё и на клей. А уже на станке, соответственно, аккуратно с небольшими подачами сделал центровочное отверстие и подпёт деталю центром.
Ну типа как-то так, получается жи.
Ах да. Забыл. Прежде чем точить вторую сторону - на выключенном шпинделе подведите резец и, прокручивая шпиндель посмотрите, где у вас "орбита" вращения детали. А то можно заездон сделать. И всю работу заруинить и резец сломать. Короче, ничего сложного, прямо скажем. Просто чуток подумать по технологии, в голове прокрутить пару раз и сделать.
Всем болт, чуваки.
Есличо, в профиле есть ссылочка на телегоканал. Там вся эта мудянка прям в онлайне происходит. Собсна, эта простыня и была накатана по просьбе подписчика. А то чо нет то?
Один из первых постов про мой путь в кожевенном ремесле на другом ресурсе. Копипаста от меня ко мне.
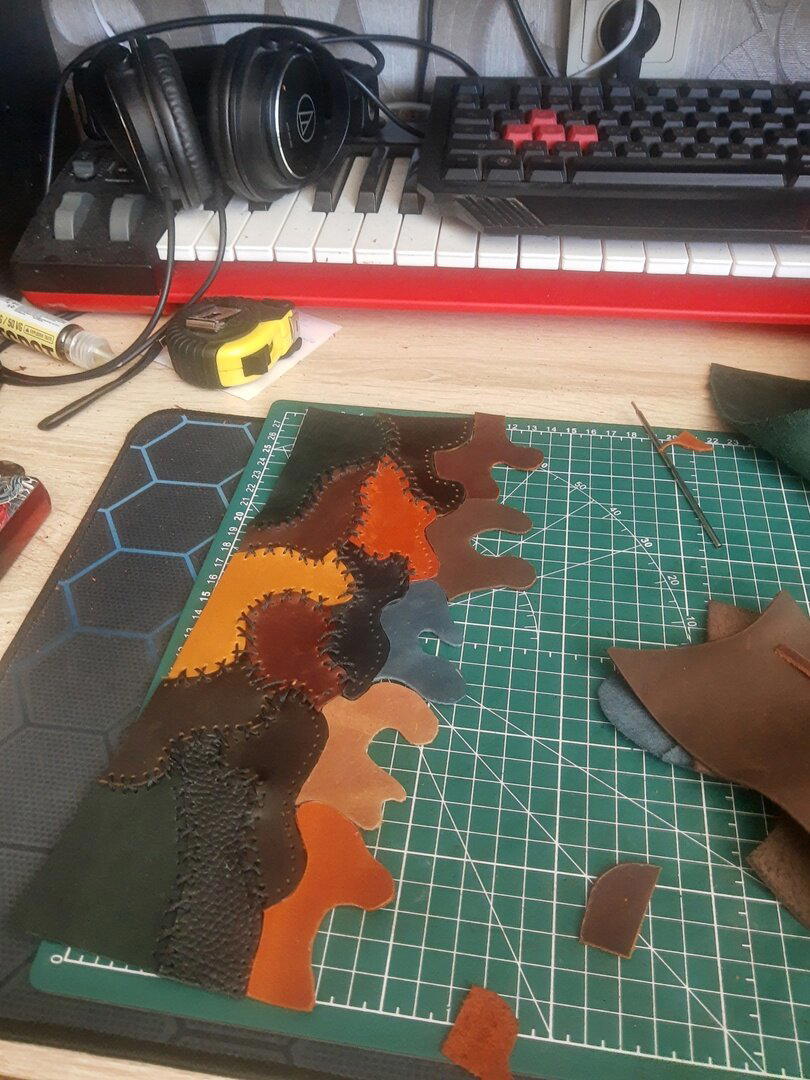
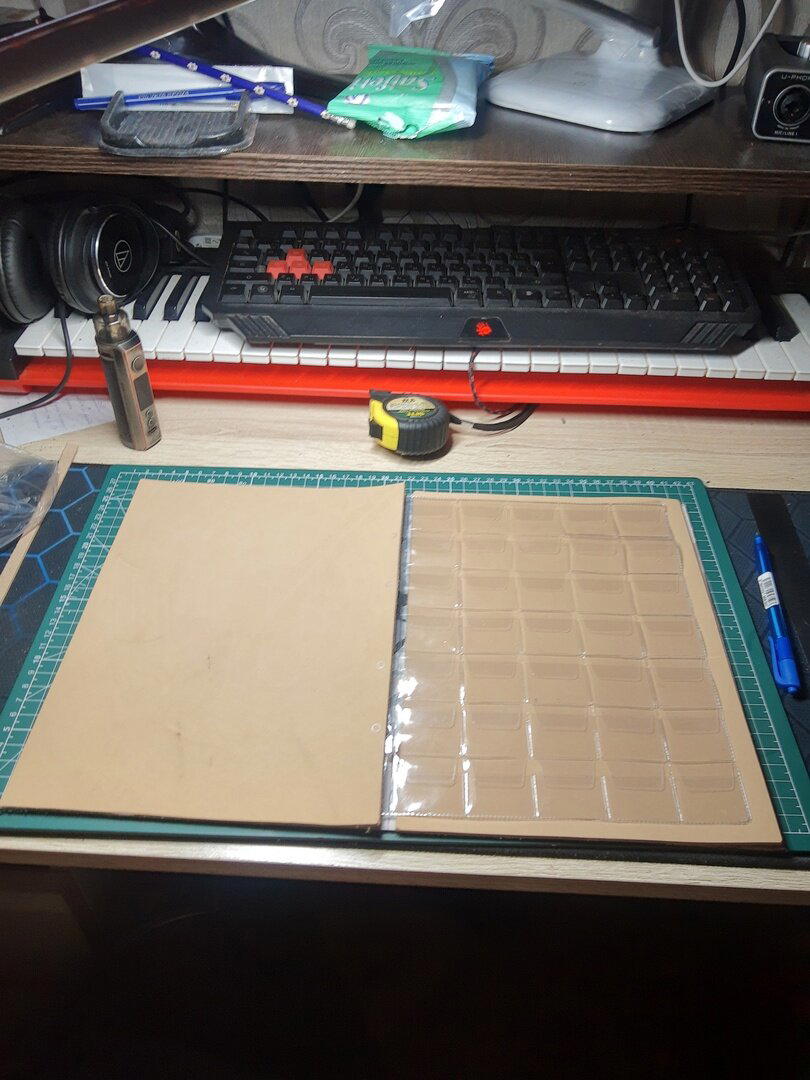
Перебирая обрезки кожи, никак не мог отделаться от желания её как-то применить. Брелоки делать не хотелось, ибо руки не переточены ещё под мелкие манипуляции да и куда их девать в таком объёме тоже пока непонятно.
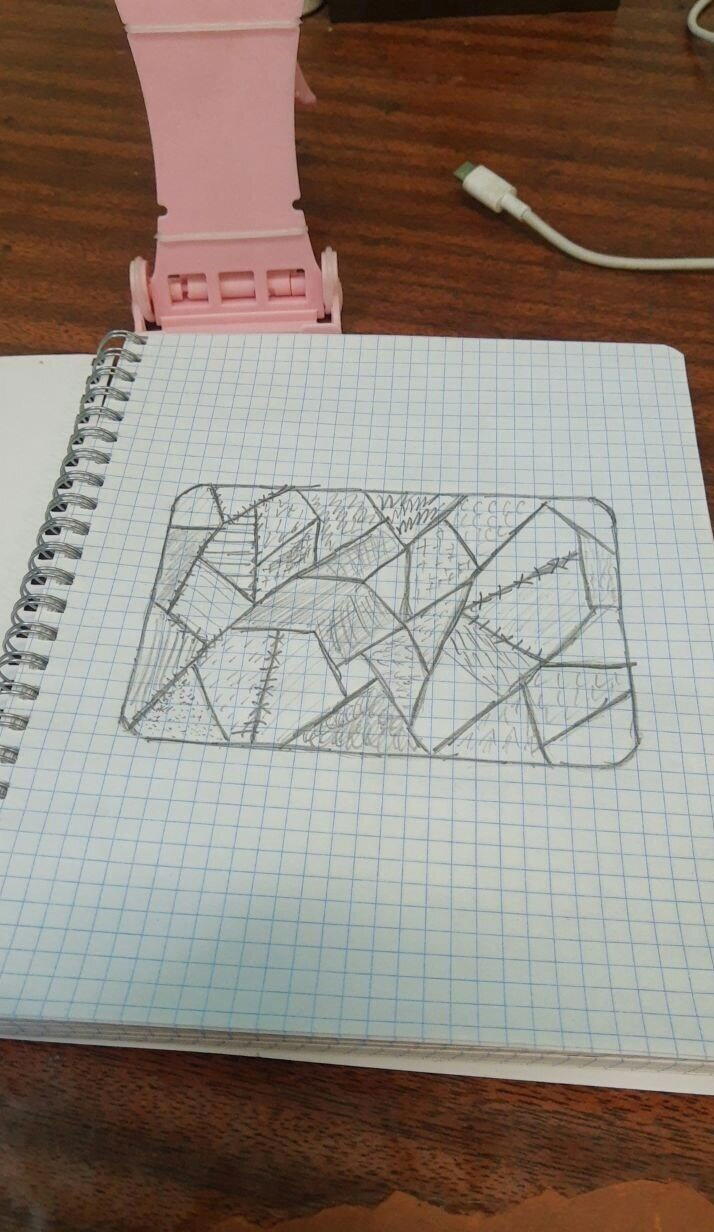
Ребёнок увлёкся собиранием монет. Что-то меняет, где-то выкапывает, находит, отжимает у родственников. В общем собирает. Мне в голову давно пришла идея альбома под монеты для него, но концепции не было. И вот как-то вечером зайдя к нему в комнату, что-то попросить, я обнаружил царящий хаос из конструктора. Он был буквально повсюду и мне казалось, что в какой-то момент лего - человечки нападут на меня и утащат меня на опыты. Обошлось. На следующий день сидя у себя на заводе, поглощая гречку из контейнера, я разгонял мысль про хаос, который мой ребёнок приветствует, альбом под монеты и обрезки кожи. Вспомнилась такая штука как пэчворк. Накидал как это примерно могло бы выглядеть.
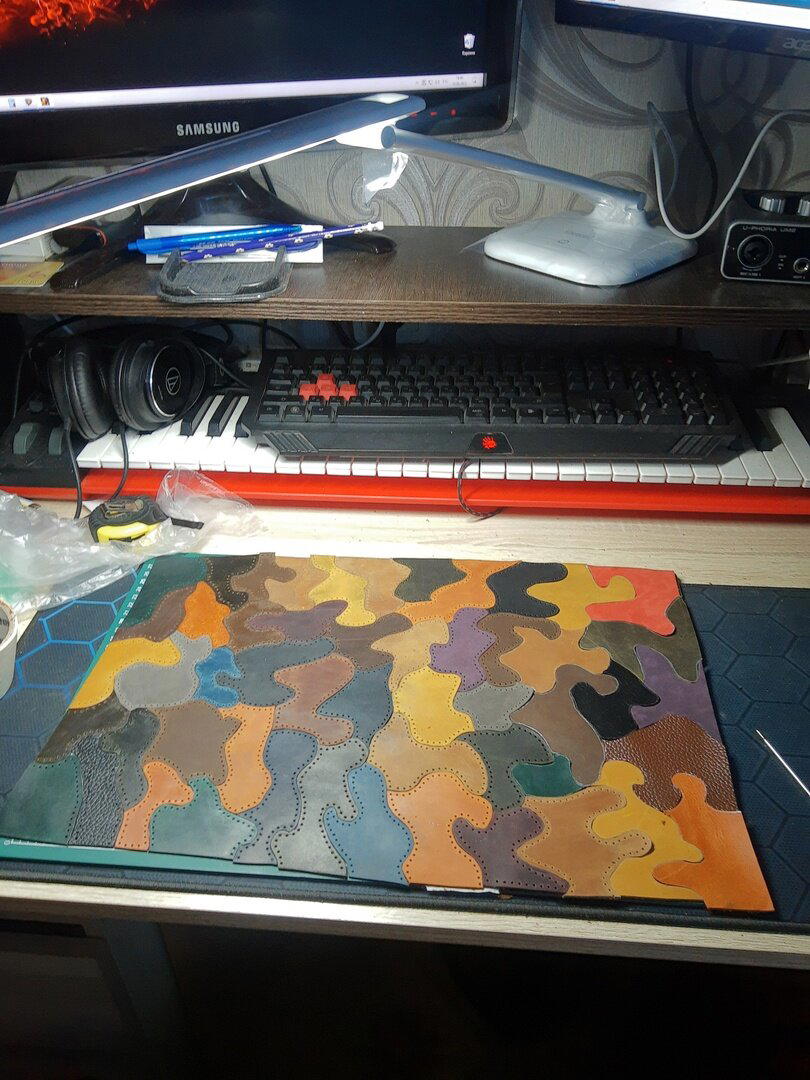
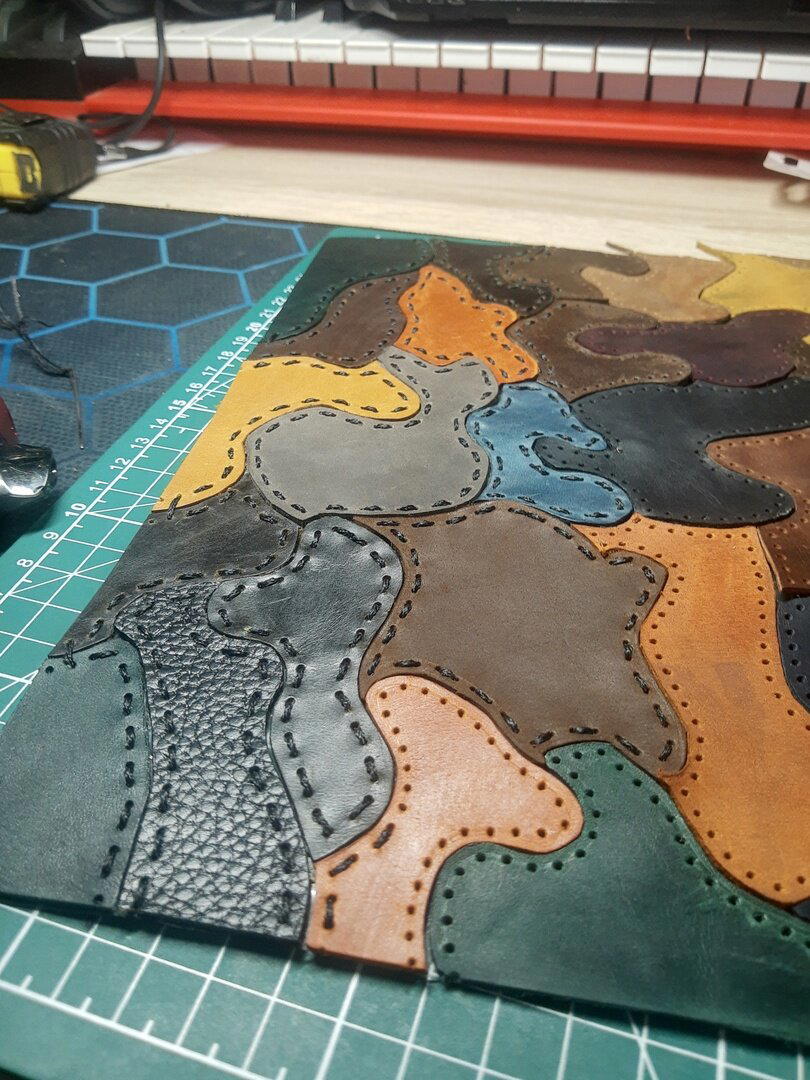
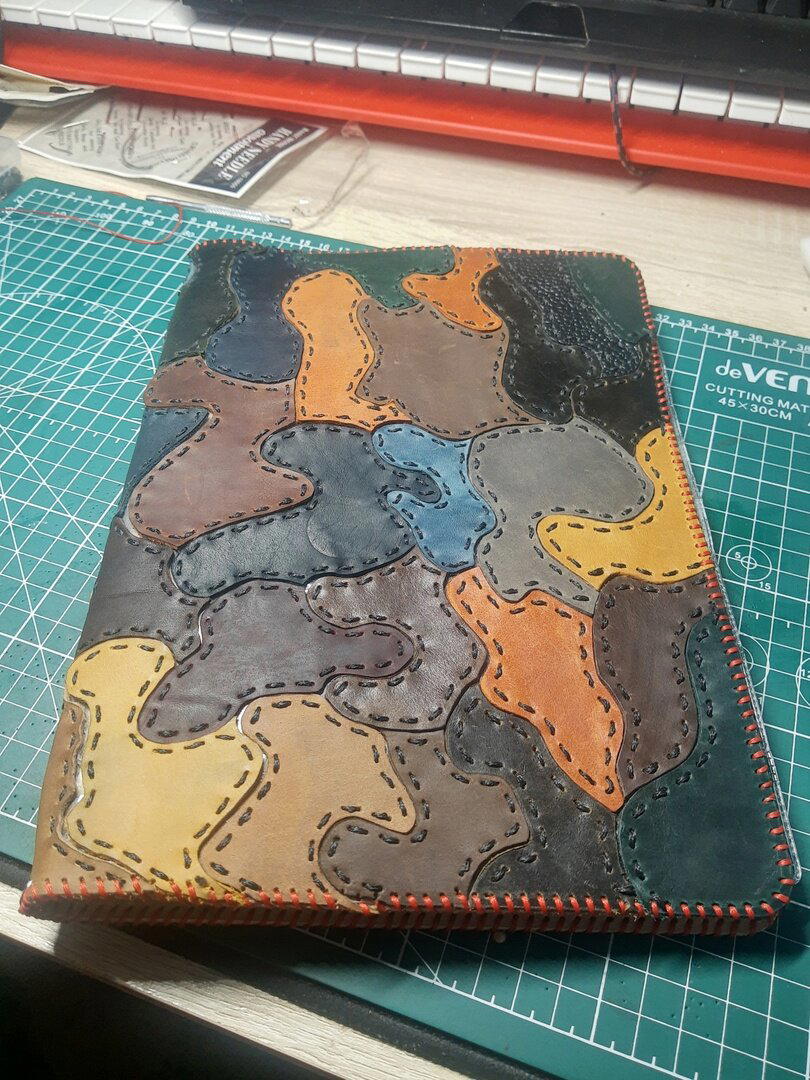
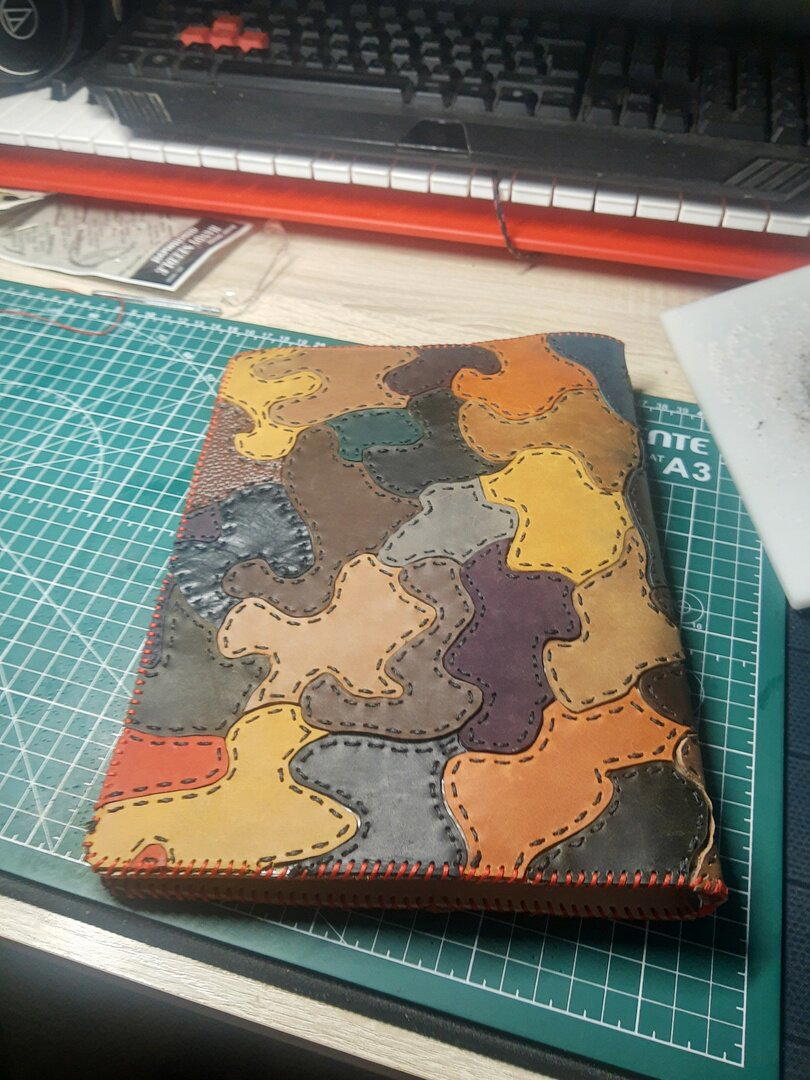
Примерная идея была. Придя домой я решил как-то выяснить у ребёнка, как ему такая задумка, но не говоря, что вообще собираюсь делать. Он одобрил, но сказал, что было бы круто сшить красными и черными нитками накрест, чтобы прям вот было всё неаккуратно. А чуть позже, он поинтересовался, можно ли из обрезков собрать камуфляж. Бинго! Концепция была найдена. Дальше я стал думать как это воплощать. Достал обрезки, стал рисовать, резать и набирать паттерн.
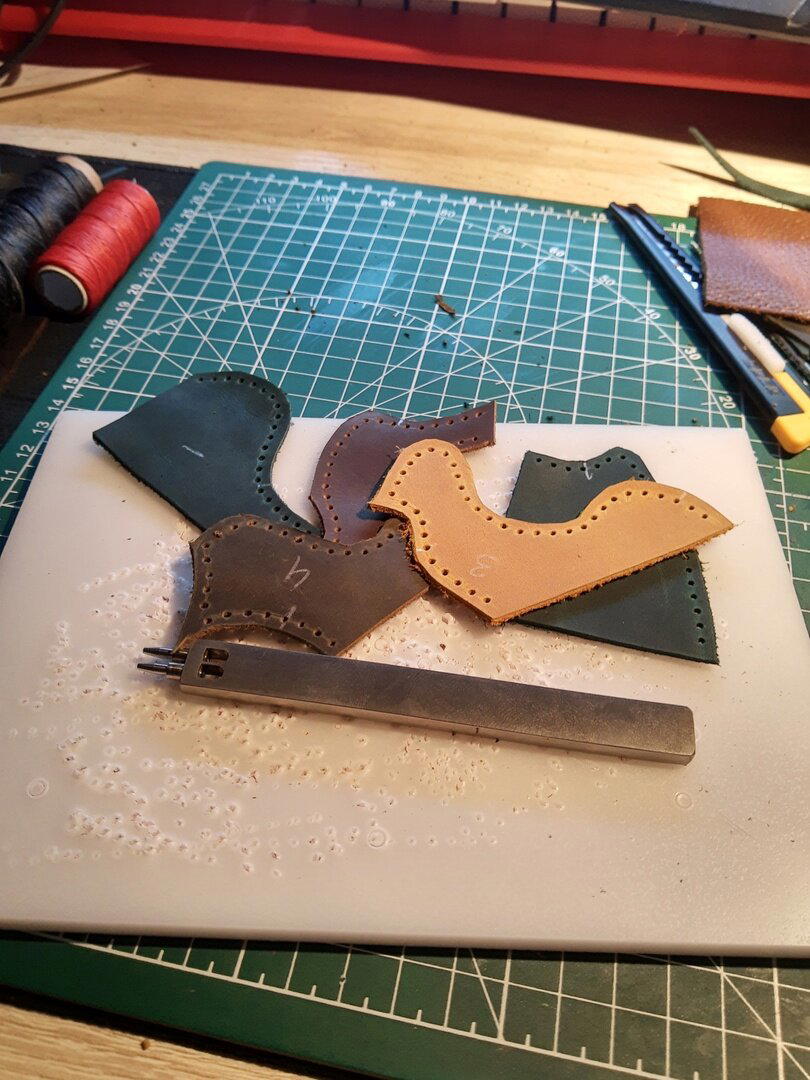
Чтобы не запутаться в этом пазле, я принял решение сшивать всё частями, а потом собрать вместе эти части.
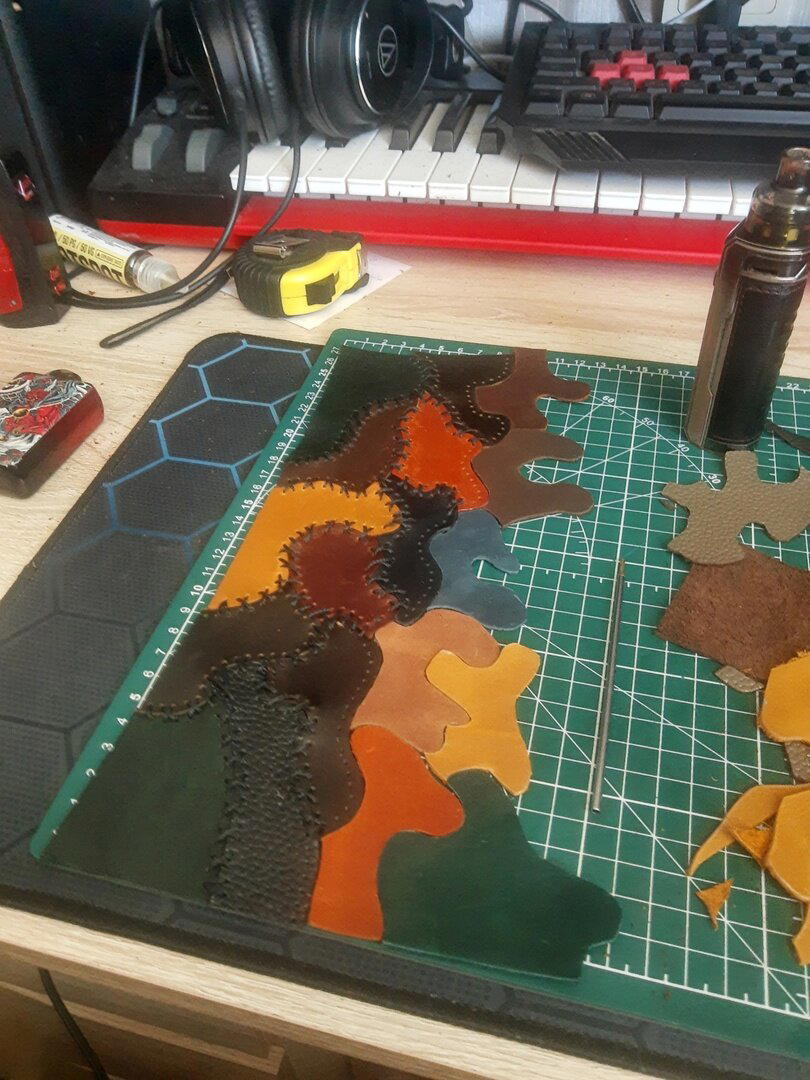
Сшил и продолжил рисовать и вырезать дальше.
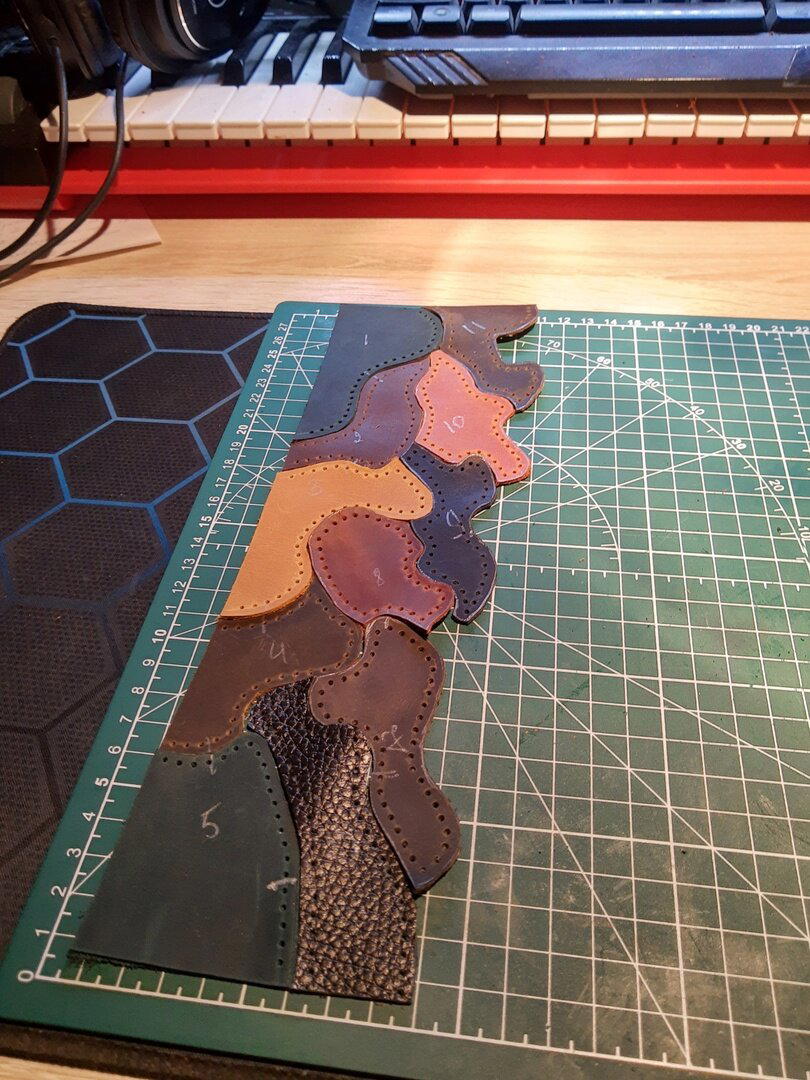
В какой-то момент, мне очень сильно не понравились эти швы - крестом, и я начал сомневаться, что буду скреплять всё таким образом. Плюс я понимал, что полотно нужно будет решать в размер и все эти нитки попадут под замес. Было принято решение собрать временно на бумажный скотч, чтобы продолжать сборку и не тормозить на придумывании способа всё это скрепить.
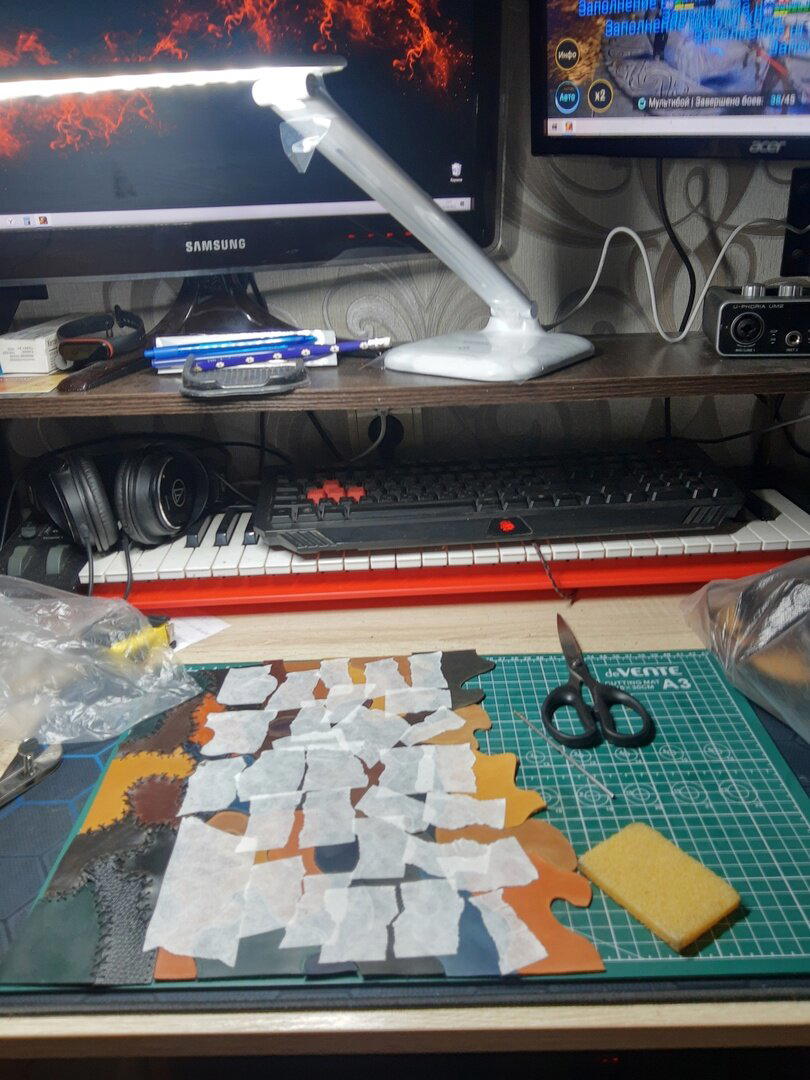
Потом я всё таки распорол все швы и собрал на скотч, но уже с обратной стороны, чтобы видеть картину целиком и вырезать в размер.
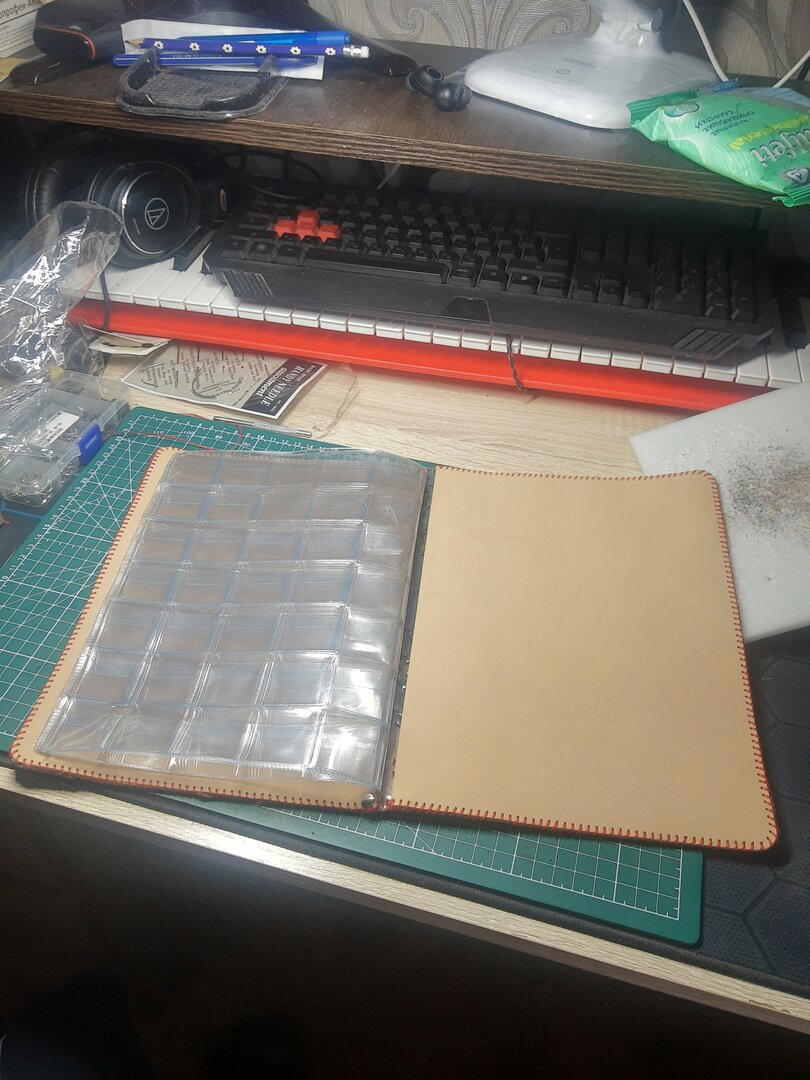
Специальные вкладыши под монеты к тому времени уже пришли и я стал примерять как оно всё будет выглядеть. На внутреннюю часть было решено взять два светлых куска кожи, чтобы ребёнок смог их сам раскрасить, при желании. К слову, он это желание проявил.
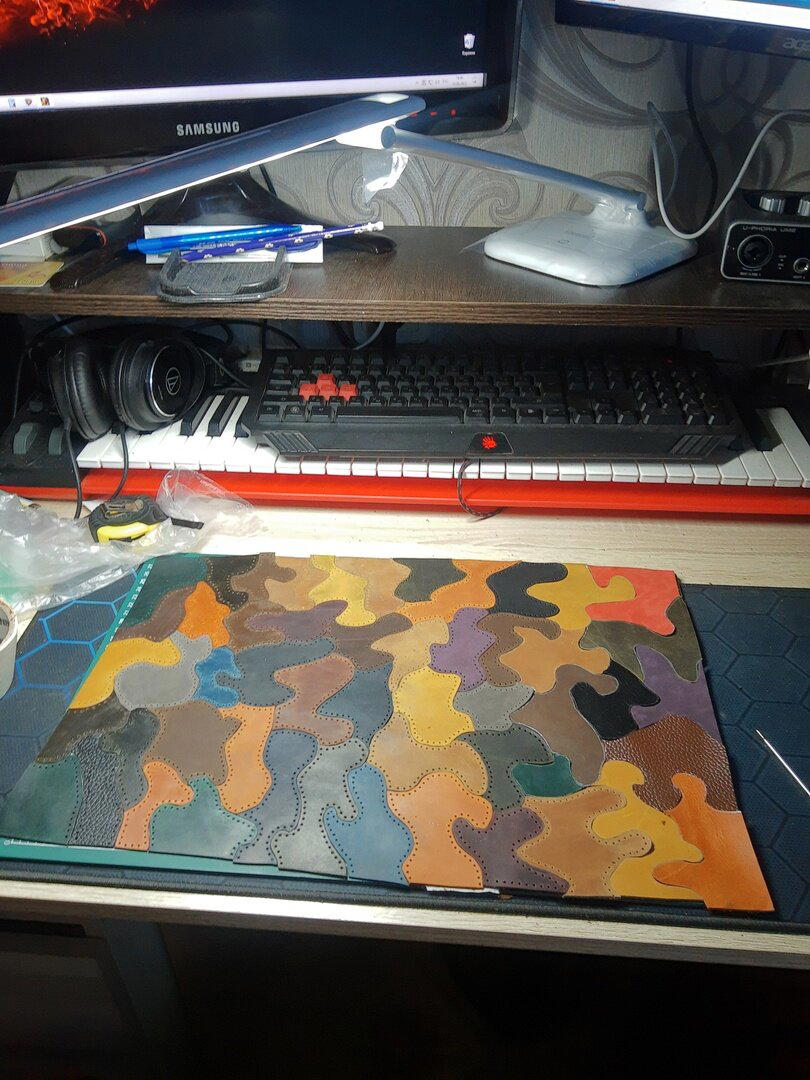
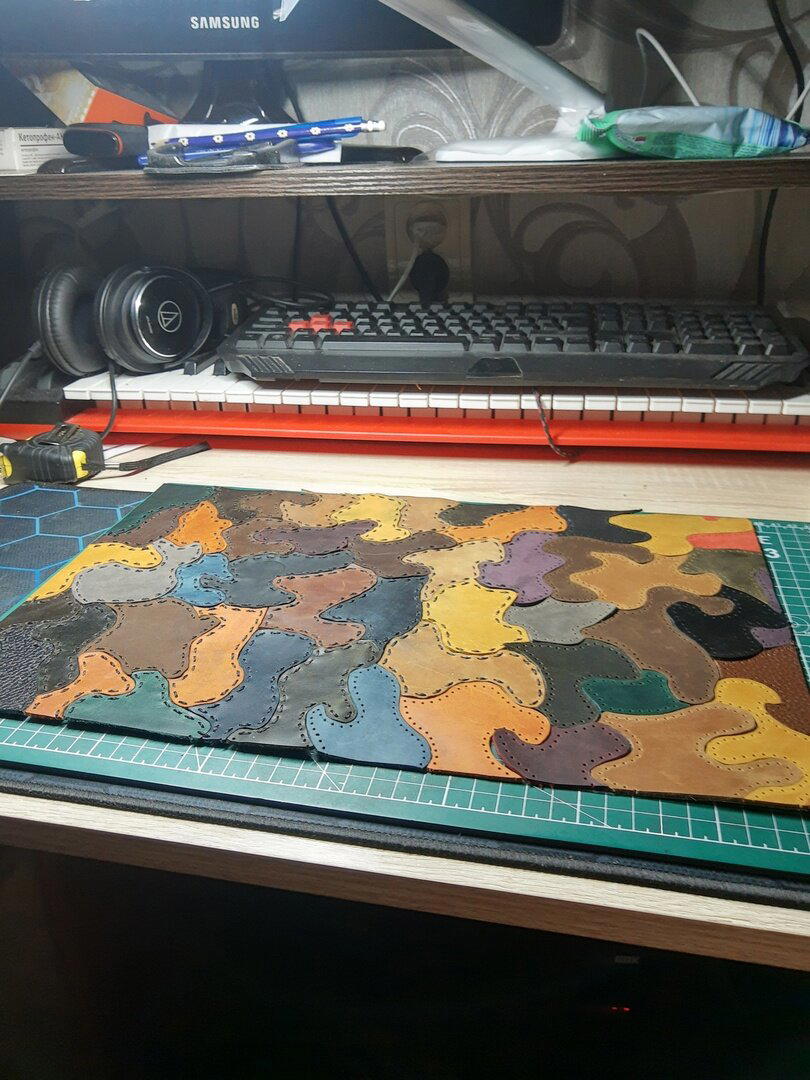
Придумав вот это вот всё, я стал серьезно думать над тем, как собрать все запчасти камуфляжа в кучу. К тому моменту наступил отпуск и запланированная поездка на базу отдыха в лесу, на берегу реки, в изоляции от интернета, ТВ, людей и вот этого всего. Во время этого чилла, мне прилетела мысль - собрать всё на подкладе, однониточным простым швом. Да будет так!
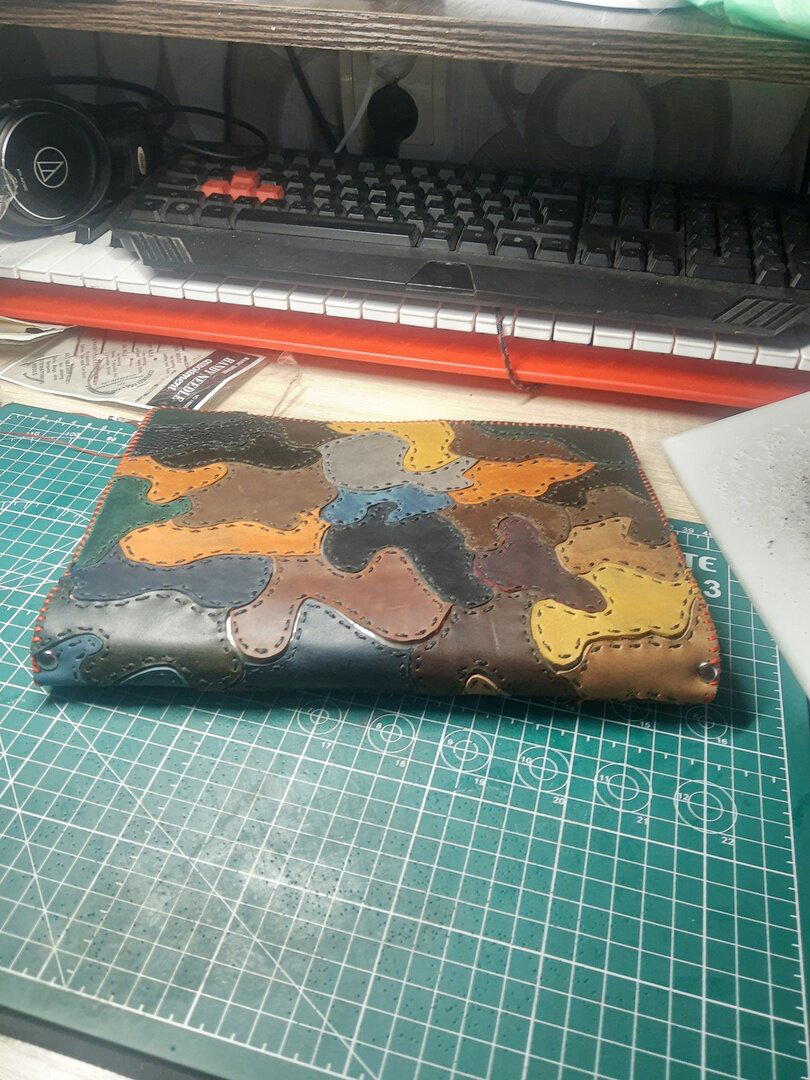
Было сложно. Ушло много ниток и кожи с пальцев, но я это сделал! Небрежно, как было запланировано и как я это умею, но при этом необычно и на мой взгляд стильно. Сшивать наружку и внутрянку решил красными нитками, швом типа обмёточного (не силен ещё в названиях). Сначала хотел крестом, как изначально предлагал будущий владелец, но при попытке накинуть крестом, вышло слишком ляписто и шил одинарным. Вот собственно и готовое изделие.
В момент когда я заколачивал последний хольнитен, ликовали два ребёнка. Мой домашний и мой внутренний. Внутренний - получил тотальную свободу самовыражения, с долькой присущего ему (и судя по всему не только) раздолбайства, но при этом адского старания и креатива. А домашний, осязаемый, получил как он сам сказал: "Очень крутую, единственную в мире штуку." И уходя с подарком он ещё сказал себе под нос :" Как же мне повезло с папой". Тут ликовало уже всё во мне. Устал, но крайне доволен. Спасибо за внимание! Всем мира, добра, прикольных занятий, творческой свободы и да будут счастливы ВСЕ Ваши дети!
Продолжаю тему чехлов для зажигалок, на этот раз абстрактная фантазия на тему щупалец и отверстий.
нам потребуется полимерная глина, скалка для раскатки, кусочек пищевой фольги, канцелярский нож, пара стеков, линейка (желательно железная).
раскатываем пласт полимерки
Аккуратно обрезаем два края с помощью линейки
Обворачиваем зажигалку в фольгу (фото к сожалению нет), и поверх оборачиваем полимеркой. Обрезаем лишнее.
Получаем основу
Ну а дальше уже можно работать, выминаем лишнее стеками с бульками, нанося определенный узор
И начинаем "дырявить" аккуратно, на небольшую глубину
Катаем шарики разного размера и начинаем размещать в углублениях
Затем с помощью стеков с бульками делаем в этих шариках углубления
Запекаем в соответствии с инструкцией полимерной глины указанной на упаковке, даем остыть и покрываем грунтовкой
Красим. Покрываем лаком. Каких-то полдня и вуаля, вы прекрасны :)
Мне результат не очень понравился, поэтому слепил другую, но она еще не побывала в духовке, ждет новых работ, чтоб не мотать электричество ради одной :)